-
���T����
- ����ĸ������(li��n)��˾ĸ��������ˇ�t
- ��(li��n)늚����Ԫ���b�乤ˇ�t(�����d)
- ������(li��n)��˾�������Ϲ�ˇ�t
- ������(li��n)���ӹ�ˇ�t
- ������(li��n)��˾�����侀��ˇ�t
- ������(li��n)��˾���Ԫ���b�乤ˇ�t
- ������(li��n)늚⼼�g(sh��)�ļ�����Ҏ(gu��)��(�����d)
- ������(li��n)ĸ����ˇҪ��Ͳ�������
- ������(li��n)�͉��yԇ�x����Ҏ(gu��)��
- ������(li��n)��˾���ξ���ˇ�f��

��(li��n)ĸ���� > ĸ���YӍ > ��I(y��)�Ļ� >
����ĸ������(li��n)��˾ĸ��������ˇ�t
����admin �g�[�� ���ӕr�g��2013-07-14 14:47
����ĸ��������ˇ�t Q/ZLQJG JZ18-2009
1 �m�÷���
���tҎ(gu��)����ĸ�������Ĺ�ˇҪ��Ͳ����������m���ڱ���˾���a(ch��n)�͉������_�P(gu��n)�O(sh��)��a(ch��n)Ʒ��ĸ�źͽ^��ĸ�������ơ�
2 �O(sh��)�估����
2.1 �O(sh��)��
- SWP—12Aĸ���ӹ��C(j��)��YCK21�_�יC(j��)��
-
�_�@������@�� ��
- ����
- ����
- ĸ�����x��
����(j��)��;��ͬ��ĸ�����Ϸ֞�Ӳĸ���ͽ^��ĸ���ɷN��ͨ��Ӳĸ���x��TMY�����~ĸ�����^��ĸ���x��BVR��BV���~����
- ����·ĸ������e���x��
3.2.2ĸ������e��Ҏ(gu��)��(y��ng)����(j��)�Ñ�D��Ҫ��_��������(y��ng)��С����ʽԇ�(y��n)��(b��o)��_�J(r��n)��ĸ������eҎ(gu��)���Դ_���J(r��n)�C�a(ch��n)Ʒ��һ���ԡ�
3.2.3���·ĸ�����ţ��ͽ^����(d��o)�������S�d����һ�㰴��С�ڿ���ͨ�^ԓ�·����������1.5�����x�ɰ���1����2�����x�á�
- ĸ���ӹ��Ĺ�ˇ������Ҫ��
4.1.1 ���D�����x�����_�����������ߴ硣
4.1.2 ����ǰ��������ֱ����Ҫ����M(j��n)�д��{(di��o)ƽ�����������_(d��)����(bi��o)��(zh��n)��ֹ��
4.1.3 ��չ�_�ߴ����ϡ�
��1 ��ĸ�����S�d���������x�ñ�
| �����A�� | ��ĸ��(TMY)/Ҏ(gu��)�� mm2 | N��PE��(TMY)/Ҏ(gu��)�� mm2 |
| 100 | 3×15 | 4×15 |
| 125 | 3×15 | 4×15 |
| 160 | 3×20 | 4×20 |
| 200 | 3×25 | 4×20 |
| 250 | 3×30 | 4×25 |
| 315 | 5×30 | 4×25 |
| 400 | 5×40 | 5×25 |
| 500 | 5×50 | 5×25 |
| 630��600�� | 5×50 | 5×25 |
| 800 | 6×80 | 4×50 |
| 1000 | 6×100 | 4×50 |
| 1250 | 6×125 | |
| 1600��1500�� | 6×150 | 10×50 |
| 2000 | 8×200 | |
| 2500 | 8×230 |
��2 ���~�^������BV��BVR�����S�d���������x�ñ�
| �����A�� | ���(n��i)mm2 | �����A�� | ���(n��i)mm2 |
| 10 | 2.5 | 125 | 50 |
| 16 | 2.5 | 160 | 70 |
| 20 | 4 | 200 | 95 |
| 25 | 4 | 225 | 95 |
| 32 | 6 | 250 | 120 |
| 40 | 10 | ||
| 50 | 10 | ||
| 63 | 16 | ||
| 80 | 25 | ||
| 100 | 35 |
4.1.5 �@�ס��_�ס�ȥë�̡�
4.1.6 ����������ƽ�����������黨����
4.1.7�@�ס��_�ף�ȥë�̼�����ĵ��ǡ�
4.1.8���W(xu��)��ϴ(����f(xi��))��
4.1.9���a��/����(����f(xi��)��a)��
4.1.10���b��
4.1.11�����ߌ��a(ch��n)Ʒ�M(j��n)�г��z��
4.2 �����ˆTҪ��
4.2.1 ��(y��ng)��Ϥ���a(ch��n)�a(ch��n)Ʒ�ĈD����ӆ��Ҫ�����D���г��õ�늚�D�η�̖�����ַ�̖��
4.2.2��(y��ng)�˽����a(ch��n)�a(ch��n)Ʒ�����ø��NԪ�������o�����ϵ����Q����̖��Ҏ(gu��)�D��δ��Ҫ��ģ������B�ӵ������Ԫ�����f�����o���ą���(sh��)�x�ã�ͬ�rҪ���]��ˇ���m���Ժ͙C(j��)е��(qi��ng)�ȵ����P(gu��n)���ء�
4.2.3��(y��ng)������ʹ�õ��O(sh��)�䡢���ߵ����ܡ���;�;S�o(h��)���B(y��ng)֪�R����(y��n)�����ذ�ȫ����Ҏ(gu��)�̡�
4.2.4 ��(y��ng)�J(r��n)���������a(ch��n)�F(xi��n)���Ĺ��������������ߡ����ϑ�(y��ng)�[�����R����ֹ�������������P�g���ۓp��
4.3 �ӹ�ǰ�Ĝ�(zh��n)��
4.3.1�����a(ch��n)�a(ch��n)Ʒ��ϵ�y(t��ng)�D��Ԫ�������ñ���Ҫ��_�����·ĸ�����浽�}���I(l��ng)ȡ������~�š��^����(d��o)�����o�����ϣ����м�(x��)�ˌ���̖��Ҏ(gu��)��(sh��)����
4.3.2 �~��Ҫ��ƽֱ�����摪(y��ng)�❍��ƽ�������������@���N�ۡ����ӵ�ȱ�ݡ����а����Ѽy���۰����A�s�PŤ��׃�ε��^��(y��n)�جF(xi��n)��IJ���ʹ�á�
4.3.3 ĸ���ý^����(d��o)�����^���^���ӑ�(y��ng)��ßo�p����3C�J(r��n)�C��(bi��o)־���ɫ�����|(zh��)��(y��ng)����Ҫ����о늾���|�ĽY(ji��)��(g��u)��(y��ng)����Ҫ��
5 ĸ�żӹ��Ĺ�ˇҪ��
5.1 ĸ�ŵ����ϼ��C��
a) ������·�߾�����͌�(sh��)��y��Ӌ(j��)��ĸ���L�ȣ������m��(d��ng)����������ĸ���ӹ��C(j��)��ɰ݆�и�C(j��)�Ͻ�ȡĸ�ţ�ĸ�����п�̎��(y��ng)�oë�̣��J�ǵ��g����һֱ߅�c��ĸ��߅����ֱ�ǣ�����Ҫ����⣩����ë�̡����h�ͼ�ǵđ�(y��ng)���S����ȥ���Է�ֹ�a(ch��n)����˷�늣��������b��S�o(h��)��
b) ���Ϻ��ĸ�Ž�(j��ng)�z������治ƽ������(y��ng)��ĸ�ŷ���ƽ�_�ϻ�ƽֱ��������M(j��n)�гC������Ӳ�|(zh��)ľ�Nֱ���ô�ƽֱ��Ҳ����ľ�N��|�K���~���X��ľ�K���ɣ��|��ĸ���������N�g���ô�ƽֱ���ô�r����Ҫ�m��(d��ng)����(y��n)�������Nֱ���ô�(j��ng)��ƽ���ĸ�ű��摪(y��ng)�o���@�Nӡ�����ۺͰ��ӵ�ȱ�ݡ�
c) ���Ϻ��ĸ�Ŕ��ֱ̎�Ƕ�ƫ�������Юa(ch��n)���ĺ��ƫ�ͨ������3����4��Ҏ(gu��)����
d) ���Ϻ���~ĸ������Ĝp��ֵ����(y��ng)���^ԭ����e��3%���Xĸ������Ĝp��ֵ����(y��ng)���^ԭ����e��5%��
��3 ���ֱ̎�Ƕ�ƫ��ֵ mm
| ĸ�Ō���B | ��40 | ��40��60 | ��60��120 |
| ֱ�Ƕ�ƫ��ֵδ | 0.8 | 1.0 | 1.2 |
��4 ���ƫ��ֵ mm
| ĸ�ź��t | 3��4 | 4��5 | 5��6 | 6��10 |
| ���ƫ��δ1 | 0.5 | 0.7 | 1.0 | 1.2 |
5.2 ĸ�ŵď���
5.2.1��(j��ng)��ƽ��Ҫ���ĸ�Ű�����·��������ĸ���ӹ��C(j��)���M(j��n)���䏝������ĸ����(y��ng)�M���p�ُ���������ͨ����ƽ����������Ť�����N��ʽ��һ�����]ƽ����ĸ��ֻ��(zh��n)�䏝������(zh��n)�Ꮭ��
����Сĸ�ſ���ĸ���ӹ��C(j��)���_���Q�������Ȍ�ĸ�������_���Q���Q���У����Q���ϑ�(y��ng)�|���X���Ӳľ������D��ĸ�ţ�Ȼ�����ְ��ĸ�ţ�ʹĸ�ŏ�������Ҫ�ĽǶȡ�
5.2.2 ĸ�ŏ����r��(y��ng)��������Ҏ(gu��)����
- ĸ�ŏ���̎�c�B��̎��(y��ng)����30mm���Ͼ��x���Ա���ʩ����
- �ď���̎�_ʼ���^���ӑ�(y��ng)��30mm���Ͼ��x��������(y��ng)���^0.25L��L—����̎�ɶ�֧�ֽ^��֧���g��ĸ�����ľ��ľ��x������ʹĸ�����������b�O(sh��)�ι̡�
- ĸ��ƽ���r��С���S�����돽Ҋ��5��
e) ĸ��Ť������ĸ��Ť���C(j��)��ĸ��Ť��90°�r��Ť�D(zhu��n)���ֵ��L�ȑ�(y��ng)��ĸ�����ȵ�2.5—5������3×30mmĸ��Ť���L�ȑ�(y��ng)����75—150mm������ĸ�ŵď����Ƕ�Ҫһ�£����C���B�Ӱ��b�r������(y��ng)�a(ch��n)����(y��ng)����
f��ĸ�ŏ���̎���ó��F(xi��n)�Ѽy������0.5mm���ϵİ��y��
��5 ĸ��ƽ����С���S�����돽
| ĸ��Ҏ(gu��)��mm�� | ��С�����돽 | |
| �~ | �X | |
| 50×5�������� | 2a | 2a |
| 120×10�������� | 2a | 2.5a |
��6 ĸ��������С���S�����돽
| ĸ�Ž��棨mm�� | ��С�����돽 | |
| �~ | �X | |
| 50×5�������� | 1b | 1.5b |
| 120×10�������� | 1.5b | 2b |
5.3 ĸ�ŵ��B���_��
5.3.1Ӳĸ��������˨�B�ӹ̶��r����˨��ĸ���ϵķֲ��ijߴ�Ϳ��Ĵ�С��(y��ng)���Ͼ���ĸ�����Ҫ���Ҏ(gu��)����Ҋ��7����8��
5.3.2ĸ�ŵ��B���_�ײ��Û_���@�ס�
5.3.3 ĸ�����^�@��ֱ���˴�����˨ֱ��1mm���@�ב�(y��ng)��ֱ������б������(y��ng)�M(j��n)���p�愝�ף��J�ǵ��g�����@��߅���oë�̣�����o�w߅��
5.3.4 ��Ƭĸ���B�ӕrĸ�ŵď�������(y��ng)һ�£��Ա���ĸ���g϶��ͬ��ƽ�����^��
5.4 ĸ�ű��漰�����ļӹ�̎��
5.4.1 ���ĸ�������ӡ�
�~ĸ�Ų�����ϴ���Xĸ�Ų��ÉAϴ�������������ĸ�ű��摪(y��ng)�o����Ĥ������(y��ng)�@��ԭ�в��ϵĽ��ٹ�ɣ�ĸ�����|��ӹ����ƽ��������������
5.4.2ĸ���cĸ�ţ�ĸ���c��֧����ĸ���c����Ӿ����Ӵ�ӕr����(y��ng)��ȡ��늻����g�Ĵ�ʩ���������̎�푪(y��ng)��������Ҏ(gu��)����
a���~�c�~����ֱ���B�ӣ�������a��
��7 ����ĸ�����Ҫ��
| �����ʽ | e | ��̖ | �B�ӳߴ磨mm�� | �@��Ҫ�� | ��˨Ҏ(gu��)�� | |||
| b1 | b2 | a | φ | ����(sh��) | ||||
 |
ֱ���B�� | 1 | 125 | 125 | b1��b2 | 21 | 4 | M20 |
| 2 | 100 | 100 | b1��b2 | 17 | 4 | M16 | ||
| 3 | 80 | 80 | b1��b2 | 13 | 4 | M12 | ||
| 4 | 63 | 63 | b1��b2 | 11 | 4 | M10 | ||
| 5 | 50 | 50 | b1��b2 | 9 | 4 | M8 | ||
| 6 | 45 | 45 | b1��b2 | 9 | 4 | M8 | ||
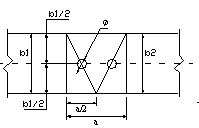 |
ֱ���B�� | 7 | 40 | 40 | 80 | 13 | 2 | M12 |
| 8 | 31.5 | 31.5 | 63 | 11 | 2 | M10 | ||
| 9 | 25 | 25 | 50 | 9 | 2 | M8 | ||
![���]ʽ�ͻ�ĸ����-www.zjbz1248.com](../uploads/allimg/130524/1-1305240T522O0.jpg) |
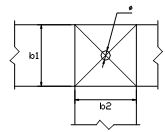
��ֱ�B�� | 10 | 125 | 125 | 21 | 4 | M20 | |
| 11 | 125 | 100-80 | 17 | 4 | M16 | |||
| 12 | 125 | 63 | 13 | 4 | M12 | |||
| 13 | 100 | 100~80 | 17 | 4 | M16 | |||
| 14 | 80 | 80~63 | 13 | 4 | M12 | |||
| 15 | 63 | 63~50 | 11 | 4 | M10 | |||
| 16 | 50 | 50 | 9 | 4 | M8 | |||
| 17 | 45 | 45 | 9 | 4 | M8 | |||
![�ܼ��ͷ��]ʽĸ����-www.zjbz1248.com](../uploads/allimg/130524/1-1305240T604558.jpg) |
��ֱ�B�� |
18 | 125 | 50-40 | 17 | 2 | M16 | |
| 19 | 100 | 63~40 | 17 | 2 | M16 | |||
| 20 | 80 | 63~40 | 15 | 2 | M14 | |||
| 21 | 63 | 50~40 | 13 | 2 | M12 | |||
| 22 | 50 | 45~40 | 11 | 2 | M10 | |||
| 23 | 63 | 31.5~25 | 11 | 2 | M10 | |||
| 24 | 50 | 31.5~25 | 9 | 2 | M8 | |||
| �����ʽ | e | ��̖ | �B�ӳߴ磨mm�� | �@��Ҫ�� | ��˨Ҏ(gu��)�� | |||
| b1 | b2 | a | φ | ����(sh��) | ||||
 |
25 |
125 | 31.5-25 | 60 | 11 | 2 | M10 | |
|
26 |
100 | 31.5-25 | 60 | 9 | 2 | M8 | ||
|
27 |
80 | 31.5-25 | 50 | 9 | 2 | M8 | ||
 |
��ֱ�B�� | 28 | 40 | 40~31.5 | 13 | 1 | M12 | |
| 29 | 40 | 25 | 11 | 1 | M10 | |||
| 30 | 31.5 | 31.5~25 | 11 | 1 | M10 | |||
| 31 | 25 | 22 | 9 | 1 | M8 | |||
��8
| ĸ��Ҏ(gu��)��mm | M6 | M8 | M10 | M12 | M12 | M10 | M12 | M12 | M16 | M16 | |
|
�� ˨ |
Ҏ(gu��)�� | 15×3 | 20×3 | 25×3 | 30×3 | 40×4 | 50×6 | 60×6 | 80×8 | 100×10 | 120×10 |
| ��(sh��)�� | 1 | 1 | 1 | 1 | 1 | 2 | 2 | 4 | 4 | 4 | |
b���X�c�X��ȥ������Ĥ������Ϳ�����(f��)��֬��
c���~�c�X���~��(d��o)�w��(y��ng)���a���Xȥ������Ĥ�����̎����Ϳ�����(f��)��֬��
5.4.3�ӹ�����ͨ���ЙC(j��)е�ӹ������S�ӹ��ȡ��ӹ����~ĸ������Ĝp��ֵ��
5.5 ��ĸ�ŵ�Ϳ���ӡ��������м���ɫ��(bi��o)־
- ��ĸ�ű������(y��ng)Ϳ���ȫ�L��a�������ן�s�ܡ�Ϳ�ӑ�(y��ng)���o��Ƥ����Ƥ�����ۡ��ѷe��ȱ�ݣ�����(y��ng)���Rһ�£�
- ĸ���������(bi��o)־���ɫ���ԅ^(q��)�e����ɫ��Ϳ��ɫ���ȫ�L��a��������(j��)ĸ�ŵČ����N���m��(d��ng)��С�ĈA�������(bi��o)־�������(bi��o)־Ҫ��Ϳɫ�
- ĸ�������(bi��o)־�����У��Įa(ch��n)Ʒ����������(y��ng)���ϱ�9Ҏ(gu��)����
5.6 ĸ�����B���c���b
5.6.1 ĸ���߾�����һ���ɼӹ��ߴ_������(y��ng)���]���b��ȫ�ɿ����z�Ͳ�ж���㡣
��9 ĸ�����������м���ɫ��(bi��o)־
| ���� | Ϳ ɫ | �� �� λ �� | ||
A��U�� |
�S | �� | �h(yu��n) | �� |
| B��V�� | �G | �� | �� | �� |
| C��W�� | �t | �� | �� | �� |
| ���Ծ���N�� | ���m | ���� | ��� | ���� |
| ���o(h��)��(d��o)�w��PE�� | �S�G�pɫ | |||
2. ֱ��ĸ��Ϳ����ɫ��(bi��o)־�����O���ɫ��ؓ(f��)�O���{(l��n)ɫ��
5.6.2 �����O(sh��)���(n��i)��ͬ�O�Ե���¶����w֮�g�Լ������c�⚤֮�g��ĸ�����b�r�İ�ȫ���ࡢ늚��g϶����늾��xҪ��
a��ĸ�������Б�(y��ng)�c����Ԫ�������ֲ�С��10mm�ľ��x�����÷��K����Ԫ���İ��b��������
b��ĸ��ˮƽ����ֱ�����c�Y(ji��)��(g��u)�ײ���С���x����С��150mm��
c��ĸ����늚��g϶����늾��x�O(sh��)Ӌ(j��)�o����Ҫ��r������Сֵ����10Ҏ(gu��)��ʩ����
d��ĸ����(y��ng)���_�w���^(q��)�l(f��)��Ԫ�������wҎ(gu��)��Ҋ��11����12����13����(d��ng)�������·��Խ�γ��]�ϴ�·�Ľ��ٿ�ܕr�������ľ����往ĸ����(y��ng)��ͬһ�����ͨ�^��
��10 ĸ����늚��g϶����늾��x��Сֵ
| e | 늚��g϶mm | ��늾��xmm |
| �͉������_�P(gu��n)�O(sh��)�� | 10 | 12.5 |
| ĸ���� | 10 | 12.5 |
| �͉������(��늰�) | 6 | 8 |
- �m�Õr��ĸ�ŵ��B�Ӳ��ֽ��|�摪(y��ng)Ϳ��һ�������(f��)��֬��
��11 ĸ���c�l(f��)�����(y��ng)���־��x��Сֵ
| �l(f��)������ʣ�W�� | ��(y��ng)���־��xmm | ||
| �Ϸ� | �·� | ��(c��)�� | |
| 7.5 | 30 | 10 | 10 |
| 15 | 30 | 10 | 10 |
| 25 | 100 | 20 | 20 |
| 50 | 100 | 20 | 20 |
| 100 | 100 | 30 | 30 |
| 150 | 150 | 30 | 30 |
| 200 | 150 | 30 | 30 |
| ��̖ | �՚��_�P(gu��n)DZ20 | �՚��_�P(gu��n)DW15 | ||||||||
| Ҏ(gu��)��(A) | 100/3 | 250/3 | 600/3 | 200/3 | 400/3 | 630/3 | 1000/3 | 1500/3 | 2500/3 | 4000/3 |
| �w�����xmm | 80 | 100 | 100 | 280 | 280 | 280 | 350 | 350 | 350 | 400 |
| ��̖ | Ҏ(gu��)��A�� | �w�����xmm | ��̖ | Ҏ(gu��)��A�� | �w�����xmm | ||
|
CJ10 �� �� �� �| �� |
10 | 15 | L | M | |||
| 20 | 15 |
CJ12 ���� ���|�� |
100 | 50 | 50 | ||
| 40 | 30 | 150 | 70 | 70 | |||
| 60 | 30 | 250 | 70 | 80 | |||
| 100 | 75 | 400 | 100 | 80 | |||
| 150 | 80 | 600 | 120 | 150 | |||
LM |
100 | 40 | 40 | ||||
| 150 | 45 | 40 | |||||
| 250 | 50 | 50 | |||||
| 400 | 90 | 90 | |||||
| 600 | 100 | 100 | |||||
- ��˨�L�ȑ�(y��ng)�Ծo�̺�¶����ĸ2—3�۞��ˣ�
f��ĸ�����B�ӕr��(y��ng)ע���B�ӿڲ���(zh��n)�eλ��Ҫ��Mƽ�Qֱ��Ȼ�Ǻϣ����|���֑�(y��ng)�B�Ӿo�ܣ��Ҳ���(zh��n)���ĸ�����ĸ���B����һ��
��14 �����˨�ľo������ֵ
| ��˨Ҏ(gu��)��mm�� | ����ֵ��N.m�� |
| M8 | 9~11 |
| M10 | 18~23 |
| M12 | 31~39 |
| M14 | 51~61 |
| M16 | 79~98 |
| M18 | 98~127 |
j��ĸ����ӱ�횱��C��������ã����g������ë�̣���ƽ�p϶�ȬF(xi��n)�������M10������˨��50mm�������ϣ�����(y��ng)������ƽ��|���Ӻ�
k��ĸ�����b�ꮅ���ك�֧���c(di��n)���´�����F(xi��n)����ƫ��ô���4mm��
l��ĸ�����b��(y��ng)���ֱ����坍���^����������ĤÓ��F(xi��n)�����ۡ�
5.6.4ĸ�����B�ӺͲ��÷�ʽ���^��֧�μ���(y��ng)�M���A(y��)�ڶ�·�����Ҫ��ĸ���Ľ^��֧�μ����g����(y��ng)�����ڽ^��֧�μ���·��(qi��ng)��ԇ�(y��n)�r���g�ࣻ��(d��ng)�o�~����·��(qi��ng)��Ҫ��r��ĸ��Ҳ��(y��ng)�����ęC(j��)е��(qi��ng)�ȣ���ĸ�����^��15Ҏ(gu��)���r�����g��(y��ng)��֧�μ���
��15 ĸ���̶�֧���g�� mm
| ĸ������ | ���x | ĸ������ | ���x | ĸ������ | ���x |
| ≤30 | ≤300 | ≤50 | ≤600 | ≥60 | ≤900 |
6.1 ��Ҫ����
6.1.1 һ������һ��ĸ����(y��ng)���þ���ĸ�������ڲ��ܱ��C늚��g϶����늾��x�Լ����K���b��������r�£����x�ý^����(d��o)����
6.1.2 �^����(d��o)�����ɫһ���x�ú�ɫ�����������ɫ�r��(y��ng)����11�M(j��n)�з�ɫ��
6.1.3 �^����(d��o)������̖һ���x��BVR��BV��RV���~����
6.1.4 �^����(d��o)���Ľ���e����2�M(j��n)���x�ã�����(y��ng)�M�㱾�t3.2.2�l���Ҫ��
6.2 ���^����
6.2.1 ��(zh��n)�乤��
6.2.1.1 ����(j��)��(d��o)����Ԫ�����İ��bλ�á����O(sh��)����Ӌ(j��)��ÿ����(d��o)�����L�ȡ�����(j��)�о����������¾����¾�Ҫ����һ���������������߾��rҪ�L��40��50mm���Է�������(j��ng)�������������L�Ȳ���(d��o)�������z��ֱ���������_�Q���˽z�Q��(qi��ng)����ֱ��
6.2.1.2 �^����(d��o)���Ľ���e����2�M(j��n)���x�ã�����(y��ng)�M�㱾�t3.2.2�l���Ҫ��
6.2.1.3����(j��)��(d��o)��ֱ�����Ä����Q��늹��Q��?n��i)��L���m��(d��ng)?sh��)Ľ^����Ƥ�������Óp���~о�������L�ȑ�(y��ng)���B�����ֱ�����B�ӷ�ʽ�_���ڌ�(d��o)�����Ӷ��^�IJ�λ��?n��i)��^���ӣ�¶����о���L�ȑ�(y��ng)�Դ����~���Ӷ��^�ܲ����L�ȵ�2��3mm��
6.2.1.4 �~���Ӷ��^���治��(y��ng)��ë�̡��Ѽy���ӿp̎����ƽ�����y僌ӹ������o���c(di��n)��ȱ�ݡ�
6.2.1.5 ʹ��BVR��ɽ^����(d��o)���r����(y��ng)�ڶ��^̎���ӽ�(j��ng)�^��̎�����~���䉺���^���䉺���^�Ŀڏ���(y��ng)�c��(d��o)��ֱ��ƥ�䣻��(d��ng)��(d��o)������e��6 mm²���r�����ք��䉺�Q���ӡ���(d��ng)��(d��o)������e����6 mm²�r��(y��ng)��Һ���Q���ӡ����ӕr���Q��Ҫ����(j��)�����x�ã����Ӻ���^�����Ʉӡ�
6.2.2 ���^���ӵļ��g(sh��)Ҫ��
6.2.2.1 ���^�����䉺�ӣ���(d��o)�������^�����ӛ_ģ����ģ����(y��ng)ƥ�䡣
6.2.2.2 6��16 mm²��(d��o)���Ķ��^���ӿ����L���ք��䉺�Q���ӡ�25 mm²�����ό�(d��o)���Ķ��^���ӑ�(y��ng)���ö��^���әC(j��)��һ���Һ��ʽ�����É��ӛ_ģ�ڛ_���ω��ӡ�
6.2.2.3 ���^����ǰ��(y��ng)�ڌ�(d��o)���ɶ���������(y��ng)Ҏ(gu��)���ɫ�������ܡ����^��(y��ng)���o�������^�o���^�ɣ����ú�Ľ���e��(y��ng)���ڻ���ڌ�(d��o)������e�Ͷ��^�ܽ���e֮�͡�
6.2.2.4 ��ɽ^����(d��o)����(y��ng)���~�ƽӾ����ӣ������ӣ����ӣ����ӷ�ʽ�ɰ���16�x�á�
��16 ��ɽ^�������ӷ�ʽ�x�ñ�
| �� ̖ | ���ӹ��� | �������emm² | �o�����M |
| SC2.5-4.5.6 | �����Q | 2-2.5 | 4.5.6 |
| SC4-4.5.6 | �����Q | 4 | 4.5.6 |
| SC6-4.5.6 | �����Q | 6 | 4.5.6 |
| SC10-6.8.10 | Һ���Q | 10 | 6.8.10 |
| SC16-6.8.10 | Һ���Q | 16 | 6.8.10 |
| SC25-6.8.10 | Һ���Q | 25 | 6.8.10 |
6.3��(d��o)������
��(d��o)���ڶ��^���ú�(y��ng)����(d��o)���ڳ����еČ�(sh��)�Hλ�ú������M(j��n)�Џ��ƣ��������������^С�Č�(d��o)���������������ƣ������^��Č�(d��o)�����Ԇθ����ƣ����ƿ������ֹ���Ҳ�����ڏ����C(j��)���M(j��n)�У���������(n��i)�돽��(y��ng)��С�ڌ�(d��o)���^���⏽��2��3����
6.4 ��(d��o)�����B���c���b
6.4.1 ��(d��o)����(y��ng)�������O(sh��)������·�D��Ҫ���M(j��n)�а��b�����O(sh��)���������^С�Č�(d��o)����(y��ng)���λ�·�����·�M(j��n)�������������ó��^������·��ÿ������һ����·���������^��Č�(d��o)��ֻ�ܰ�ÿ����·�����������Č�(d��o)����(y��ng)�θ����O(sh��)����������������
6.4.2 ÿ��������ÿ������挧(d��o)����(y��ng)���m��(d��ng)?sh��)�λ���M(j��n)�й̶����Ա����·�l(f��)����·�r�����a(ch��n)���đ�(y��ng)��������(d��o)��(d��o)�����^����Ƅӻ�p���������Ԫ�����O(sh��)�䡣
6.4.3 ��(d��o)���ڰ��b�ú�(y��ng)���C�Ӿ����_���M�������Mƽ�Qֱ�����R���^������Ӱ푌�(d��o)����ɢ�ᣬҲ��Ӱ��������Ԫ�����O(sh��)��������\(y��n)�С�
6.4.4 �����(d��o)����(y��ng)����������һ�����������ۻ������������ɈA�Ρ��������Ñ�(y��ng)�Mƽ�Qֱ�����R���^��������(y��ng)�����P�c���w�̶���ˮƽ�rÿ300mm����ֱ�rÿ400mm�̶�һ�Ρ�
6.4.5 ��(d��ng)��(d��o)������(sh��)�^���rҲ�ɷ��O(sh��)���߾��ۃ�(n��i)���߾��۔��摪(y��ng)�и����R��
6.4.6 ��(d��o)�����^�菝���ɈA�Εr������ֱ�����ھo����ӆֱ��0.5��1mm���AȦ�c��(d��o)����֮�g���2 mm�����������c�o����ӆ���D(zhu��n)����һ�¡�
6.4. 7��(d��o)���cԪ�����c(di��n)��ĸ���B�ӕr����ӆ�Q�o��ÿ�����ӵĽ��c(di��n)��ֻ���S��һ������������r�r�ɽӶ����������(y��ng)�þ���ĸ�����U(ku��)չƬ������һ�����Ӊ�����^������
6.4.8 �B�ӵ��l(f��)��Ԫ�����������裩�ϵĽ^����(d��o)����(y��ng)���]���l(f��)�ጦ�^����(d��o)����Ӱ푣�����ȡ�m��(d��ng)?sh��)Ĵ�ʩ���^����(d��o)���c�l(f��)��Ԫ��֮�g���xҊ��10-1��
6.4.9 �B�ӌ�(d��o)�����g����(y��ng)�нg���c(di��n)���Ӿ���(y��ng)�M�����ڶ������M(j��n)�С�
6.4.10 һ��ĸ�����B�Ӷ��ξ��r������ĸ���φΪ�(d��)�@�ף�����˨�o�̡�
6.4.11 ��(d��o)�����ɑҒ��ֱ����O(sh��)�ڌ�(d��o)��w�ϡ�
7 ��ȫ���(xi��ng)
7.1 �����ˆT��(y��ng)�z�������O(sh��)�������늉��Ƿ������������ʹ�õ������(sh��)�б��o(h��)���㡣
7.2 �z����������Ľ��^��늾����l(f��)�F(xi��n)�Ɠp��(y��ng)���r���Q������������Ý����|��������^��
7.3 ����(zh��n)�����ײ����_�@���ڌ�6mm���Ͽ��M(j��n)�мӹ��r��(y��ng)���������Թ̶���
7.4 ���M(j��n)��ĸ�����a�rҪ��ֹ?f��n)C���֡�
7.5 ���b�깤��(y��ng)��Ҏ(gu��)�����Ҫ��ӛ䛡�
http://www.zjbz1248.com/
- ������(li��n)��˾�������Ϲ�ˇ�t
- �������Ϲ�ˇ�t Q/ZLQJG JZ11-2009 ����
- ������(li��n)��˾ͨ늲���ԇ�(y��n)�_����Ҏ(gu��)��
- ͨ늲���ԇ�(y��n)�_����Ҏ(gu��)�� Q/ZLQJG JZ44����
- �ךW������Ҏ(gu��)��
- �ךW������Ҏ(gu��)�� Q/ZLQJG JZ43-2009 1����