-
���T����
- ����ĸ������(li��n)��˾ĸ��������ˇ�t
- ��(li��n)늚����Ԫ���b�乤ˇ�t(�����d)
- ������(li��n)��˾�������Ϲ�ˇ�t
- ������(li��n)���ӹ�ˇ�t
- ������(li��n)��˾�����侀��ˇ�t
- ������(li��n)��˾���Ԫ���b�乤ˇ�t
- ������(li��n)늚⼼�g(sh��)�ļ�����Ҏ(gu��)��(�����d)
- ������(li��n)ĸ����ˇҪ��Ͳ�������
- ������(li��n)�͉��yԇ�x����Ҏ(gu��)��
- ������(li��n)��˾���ξ���ˇ�f��

��(li��n)ĸ���� > ĸ���YӍ > ��I(y��)�Ļ� >
������(li��n)���ӹ�ˇ�t
����admin �g�[�� ���ӕr(sh��)�g��2013-05-24 08:05
�������ӹ�ˇ�t Q/ZLQJG JZ14-2009
- �m�÷���
- �O(sh��)�乤�b�c���߲���
a) BX6��BX-300����늻����C(j��)��
b) ����ɰ݆�C(j��)��
c) ����ĥ��C(j��)��
2.2 ���b�c����
a) ����̥��
b) ���N�����N�������N��ľ�N��
c) ����S���A�S��
d) 䓾��� 2m �� 3m��䓰�� 1m���dz� 300mm��
e) 늺��Q�����lͰ�����֡�
2.3 ����
���l�Y(ji��)421�Y(ji��)422�����wҎ(gu��)��3.5.1�x��
- ��(zh��n)�乤��
3.2 ���R�ڄӱ��o(h��)��Ʒ��
3.3 ��Ϥ�a(ch��n)Ʒ�D�Ӽ����P(gu��n)���g(sh��)�ļ���
3.4 �z���O(sh��)���\(y��n)�м��⚤�ӵ��Ƿ����ã���t��(y��ng)�M(j��n)�Йz����ʹ�á�
4 ����
4.1 �J(r��n)�濴�庸�b�D�ߴ缰���g(sh��)Ҫ����Ϥÿ��(g��)�μ��ĺ���λ�ã����źú����Ⱥ����(zh��n)�_����ӹ���ˇ������λ�Ñ�(y��ng)�M������ƽ���������^���Б�(y��ng)�M���x��׃����С������M(j��n)�к��ӣ�һ���x�Ì��Qλ�ú��ӡ�
4.2 �I(l��ng)ȡ�����㲿�������ϲ��z�(y��n)�ϸ�ʹ�ã����μ�������Ҫ��Ŀ��M(j��n)��У�����o��У���Ćμ�����ʹ��ҕ��UƷ��
4.3 ���R���b�����ϡ�
4.4 �{(di��o)�����������
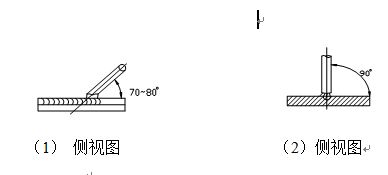
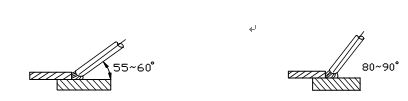
�������һ�㑪(y��ng)����(j��)���lʹ���f���������o���ĺ�������x�ã����f�����Л]�o�������������һ���x�ýY(ji��)421��Y(ji��)422���l������(j��)���l��ֱ���ͺ����ĺ���x��ͬ��������ӣ����x��ֱ�����ڻ���Ƶ��ڱ�������ȵĺ��l�����wҎ(gu��)���������1�x�á�
��1 ��������c���lֱ���ͺ�������x�ñ�
| �������(mm) | ���lֱ��(mm) | �������(A) |
| 1-2 | 2-2.5 | 50~80 |
| 3 | 2.5-3.2 | 60~100 |
| 4 | 3.2-4 | 90~140 |
| 5 | 4 | 160~210 |
| 6 | 4 | 160~240 |
4.6 ����ں���̎�����������ں�����������������ʽ�����^�������Д�F(xi��n)��회��϶κ��p�ĽY(ji��)β̎���������Ƀ������º��ӡ�
4.7 �����ǡ���ĥ��
4.8 ������ؼ�����ƽ�_�ͺ���̥���ϵ�����w�R���Fˮ�顣
5 ���ͺ��ӵIJ���Ҫ�c(di��n)
5.1 ����ƽ��
a) ͬһ��Ȳ��ό���ƽ����Ҋ�D1��
��1�� ��(c��)ҕ�D ��2����(c��)ҕ�D
�D1 ͬ��Ȳ��ό���
b����ͬ��Ȳ��ό���ƽ����Ҋ�D2��

��1����(c��)ҕ�D ��2������ҕ�D
�D2 ��ͬ��Ȳ��ό���
c���ǽ����ƽ����Ҋ�D3��

��1�� ��(c��)ҕ�D ��2�� ����ҕ�D
�D3 �ǽ����ƽ��
5.2 ���ֽ��^�Ǻ���Ҋ�D4-1��
a����һ��Ȳ��ϵĶ��ֽ��^�Ǻ�
![�ܼ��ͷ��]ʽĸ����-www.zjbz1248.com](../uploads/allimg/130524/1-1305240Q042244.jpg)
��1�����w��(c��)��ҕ�D ��2������ҕ�D
�D4-1 ͬ��Ȳ��ϵĶ��ֽ��^�Ǻ�
- ͬ��Ȳ����¶��ֽ��^�Ǻ���Ҋ�D4—2��
![�ܼ��ͷ��]ʽĸ���۹�˾-www.zjbz1248.com](../uploads/allimg/130524/1-1305240Q120961.jpg)
(1) ��ȱȲ�С����ҕ�D (2) ��ȱȲ������ҕ�D
�D4—2 ��ͬ��Ȳ��ϵĶ��ֽ��^�Ǻ�
5.3 ��ӽǺ�
a��ͬ��Ȳ��ϴ�ӽǺ���Ҋ�D5—1��

(1) ��(c��)ҕ�D (2) ����ҕ�D
�D5—1 ͬ��Ȳ��ϴ�ӽǺ�
b����ͬ��Ȳ��ϴ�ӽǺ���Ҋ�D5—2��
(1) ��ȱȲ�С����ҕ�D (2) ��ȱȲ������ҕ�D
�D5—2 ��ͬ��Ȳ������ӽǺ�
5.4 ����
a������������Ҋ�D6��
b���ǽ�������Ҋ�D6��
![�ͻ��ͷ��]ĸ���۹�˾-www.zjbz1248.com](../uploads/allimg/130524/1-1305240Q332919.jpg)
��1�����Ӻͽǽ����� ��2��������������ҕ�D ��3���ǽ���������ҕ�D
��(c��)��ҕʾ��D
�D6 ���Ӻͽǽ�����
5.5 �M����Ҋ�D7��
![���]ʽ�ͻ�ĸ���۹�˾-www.zjbz1248.com](../uploads/allimg/130524/1-1305240Q4134K.jpg)
(1) ��ҕ���w�D ��2�� ��(c��)��ҕ�D
�D7 ���әM��
5.6 ����������Ҋ�D8
![�������]ʽĸ���۹�˾-www.zjbz1248.com](../uploads/allimg/130524/1-1305240Q4502E.jpg)
��1������ҕ�D ( 2 ) ��(c��)��ҕ�D
�D8 ��������
5.7 ���p�����^�ͽY(ji��)β����Ҫ�c(di��n)
5.7.1 ���p�����^����Ҫ�c(di��n)�������������z�����^�ӏ�(qi��ng)�߶��^������С�����Բ�������������
a�������������^̎���L���A(y��)������M(j��n)�к��ӣ�
b�������^̎�x8—10���ĺ��������������^̎���M(j��n)�к��ӡ�
5.7.2 ���p�IJ���Ҫ�����������p�Y(ji��)β̎�Ļ��ӣ����Բ������к�����β����
a�����Ӳ����^��r(sh��)�����ں�����β̎�����غ�һС�Σ����C����M��
b��һ����r�e�Ǻ��Ӳ����^���r(sh��)�����Բ�������β̎����(f��)�������ջ���
6 ���p�ijߴ�Ҫ��
6.1 ���Ӻ��p
a�� ͬ��Ȳ��ό��Ӻ��p��Ҋ�D9��
![���]ʽ�ͻ�ĸ���۹�˾-www.zjbz1248.com](../uploads/allimg/130524/1-1305240Q52A05.jpg)
�D9 ͬ��Ȳ��ό��Ӻ��p�M����ʾ��D
�D�� ��δ- ����ĸ�ĺ��
e - ���p�ӏ�(qi��ng)�߶ȣ�Ҳ�Q��ѷ�߶Ȼ�����(qi��ng)����
e = ( 1 /3 ~ 2 /3 ) δ��ͬ�r(sh��)ƽ��e���ó��^2 mm��
�������ӷ���e ���ó��^3 mm��
c - ���� c = 3 /4�
b- ���p���ȣ����p����b�ͺ��ĺ��δ�P(gu��n)ϵ��Ҋ��2��
��2 ���p����b�ͺ��ĺ��δ�P(gu��n)ϵ
| ���p����b (mm) | 3 | 5 | 7 | 8~10 | 12 |
| ���Ϻ��δ(mm) | 1 | 2 | 3 | 4~5 | 6 |
b�����N��Ȳ��ό��Ӻ��p��Ҋ�D10��

�D10 ���N��Ȳ��ό��Ӻ��p�M����ʾ��D
ע�� ��1�� 0.2~5mm��Ȳ��ό��ӣ����֮��ó��^1mm�����^2mmҪ���_�¿ڡ�
��2�� �ڮ��N��Ȳ��ό��ӕr(sh��)�ĸ��P(gu��n)ϵʽ�cͬ��Ȳ��ό��ӕr(sh��)���P(gu��n)ϵʽ��ͬ���H�H��δ1��δ2�е�δ2����δ1��
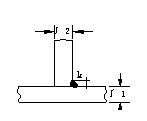
6.2 �ǽӽ��^��T�ͽ��^���p��
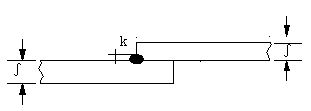
a��ͬ�N��Ȳ��Ͻǽӽ��^��T�ͽ��^�Ǻ��p��∫1=∫2����Ҋ�D11��
![���]ʽ�ͻ�ĸ���۱�����˾-www.zjbz1248.com](../uploads/allimg/130524/1-1305240QA3N8.jpg)
�D11 ͬ�N��Ȳ��Ͻǽӽ��^
��T�ͽ��^�Ǻ��p�M����ʾ��D��
�D�У�δ- ���Ӳ��Ϻ��
k- ���� K ≥ 0.8δ��k��ó��^4 mm.
���磺��(d��ng)δ1��δ2=5 mm�r(sh��)k=4���^���m
��(d��ng)δ1��δ2=4 mm�r(sh��)k=3.5���^���m
��(d��ng)δ1��δ2=3 mm�r(sh��)k=2.5���^���m
b�� ���N��Ȳ��Ͻǽӽ��^��T�ͽ��^�Ǻ���δ1��δ2����Ҋ�D12�����N��Ȳ��ϽǺ��c��Ȳ��ϽǺ���r��ͬ��ֻ���Ա����Ϻ��δ2����ͬ��Ȳ��ϽǺ���r��δ1��
�D12 ���N��Ȳ��Ͻǽӽ��^
��T�ͽ��^�Ǻ��p�M����ʾ��D
6.3 ��ӽǺ�
a��ͬ��Ȳ��ϴ�ӽǺ���Ҋ�D13��
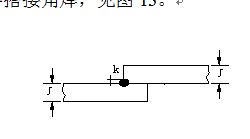
�D13 ͬ��Ȳ��ϴ�ӽǺ��M����ʾ��D
�D�У�δ- ���Ӳ��Ϻ��
K - ���� �ڲ��_�¿���r�£� K≥0.8δ K��ó��^4 mm����
b�����N��Ȳ��ϴ�ӽǺ���Ҋ�D14�����N��Ȳ��ϴ�ӽǺ��cͬ�N��Ȳ��ϴ�ӽǺ���r��ͬ��ֻ���Ա����Ϻ��δ2����δ��
�D14 ���N��Ȳ��ϴ�ӽǺ��M����ʾ��D
- ���m(x��)����
�D15 ���Ӕ��m(x��)���m(x��)ʾ��D
6.4.2 ���m(x��)���ӹ�(ji��)�ࣨ��̖�f���m��(y��ng)���������P(gu��n)���D��
t ��(ji��)��
L ���p�L��
— ��ʾ���p
O ��ʾ�c(di��n)�̺��c(di��n)
B ���Ӳ���֮�g�g϶
(1) ���Ӳ���֮�g��(y��ng)�����g϶��Ҋ��3��
��3 ���Ӳ���֮�g��(y��ng)�����g϶
| ���ĺ��δ(mm) | 2 | 3 | 4 | 5 | 6 |
| �����g϶B(mm) | 1±0.5 | 2±1 | |||
(3) ���Ӕ��m(x��)����L�ct����(y��ng)�P(gu��n)ϵ�x�����(j��)���Ϻ�ȅ��ձ�4��
��4 L�ct����(y��ng)�P(gu��n)ϵ�x���
| 䓰���δ(mm) | 1.5 | 2 | 2.5 | 3 | 4 |
| ���p�L��L(mm) | 20 | 25 | 35 | 45 | 55 |
| ��(ji��) �� t (mm) | ≤110 | ≤125 | ≤160 | ≤180 | ≤200 |
���⣬���Ӕ��m(x��)����Ҫ��ɶ˱���к��p������(g��)�ĺ��p�ֲ�����?q��)��Q��
(4) �ڱ��C(2)�l����r�£����Ⱥ��c(di��n)�̺��c(di��n)(1) Ȼ��(2)(3) (4) (5) (6)�����p��λҲҪ�����c(di��n)�̺��c(di��n)��(7) (8) (9)����λ�õ��c(di��n)�̺��c(di��n)�Ǟ��˱��C����������������ƽ��������(j��)��Ҫ�ӵ��c(di��n)�̺��c(di��n)��
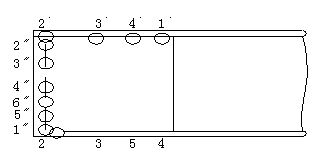
(5) ���ӕr(sh��)��(1) (2) (3) (4) (5) (6)���ʩ����ʩ��������D��ʾ��
![���]ʽ�ͻ�ĸ���۱�����˾-www.zjbz1248.com](../uploads/allimg/130524/1-1305240R040127.jpg)
�Dʮ�� ����c䓰��Ӕ��m(x��)����ʾ��D
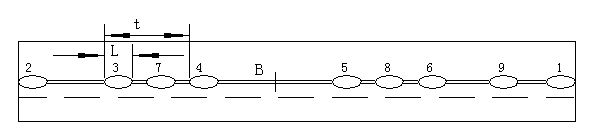
�D16 ����c䓰�˲���Ӕ��m(x��)����ʾ��D
![���]ʽ�ͻ�ĸ����-www.zjbz1248.com](../uploads/allimg/130524/1-1305240R136111.jpg)
�D17 ����c䓰��Ӕ��m(x��)����ʾ��D
![�ܼ��ͷ��]ʽ�ͻ�ĸ���۹�˾-www.zjbz1248.com](../uploads/allimg/130524/1-1305240R213517.jpg)
�D18 䓰��c䓰��Ӕ��m(x��)����ʾ��D
1) ��Ӽ��g�����S���g϶��
2) ��Ӕ��m(x��)���Ӻ��p�ķֲ���L��t���x��
a) ����c䓰��Ӕ��m(x��)���Ӹ���(j��)�����̖��䓰��ȅ��ձ�5�M(j��n)���x�����⣬����c䓰��Ӕ��m(x��)���ӽ�䓃ɶ�(�D17��ʾ��䓷ֲ�)����к��p�����p�ֲ�Ҫ�����?q��)��Q���o���p�ɶ˱�횺��c(di��n)�̺��c(di��n)��
��5 ����c䓰��Ӕ��m(x��)���Ӆ���(sh��)L��t�x���
| 䓰���δ(mm) | �� � �� ̖ | ���p�L��L(mm) | ��(ji��)��t (mm) |
| 1.5 | 30×30×3 | 25 | ≤170 |
| 2 | 40×40×4 | 30 | ≤180 |
| 2.5~3 | 50×50×5 | 35 | ≤200 |
��6 䓰��c䓰��ӵĔ��m(x��)���Ӆ���(sh��)L��t�x���
| 䓰���δ(mm) | ���p�L��L(mm) | ��(ji��)��t (mm) |
| 2 | 30 | ≤150 |
| 2.5~3 | 40 | ≤180 |
4) ���ӕr(sh��)���ՈD����ʾ���p�����ͷ���ʩ����
6.5 ��߅����Ҋ�D19��
�D19 ��߅����ʾ��D
(1) Ҫ��a(ch��n)Ʒ��������������ƽ������߅����֮�gҪ�o�N��(sh��)��
(2) ��߅���Ӕ��m(x��)���Ӹ���(j��)䓰��ȅ��ձ�7�x�p�L�Ⱥ�(ji��)�࣬����ɶ�Ҫ���к��p�����p�ֲ�Ҫ�����?q��)��Q�����p�ӏ�(qi��ng)�߶�c=2mm��
(3) �ڱ��C(1)�ėl���£����Ⱥ����c(di��n)�̺��c(di��n)���ٺ�ÿ��(g��)���p���c(di��n)�̺��c(di��n)�����⣬���˱��C(1)�ėl��Ҫ����(j��)��Ҫ�Ӻ��c(di��n)���c(di��n)��
(4) ���ӕr(sh��)���ՈD����ʾ���p���ͷ���ʩ����
��7��߅���Ӕ��m(x��)���Ӆ���(sh��)L��t�x���
| �ǰ���δ(mm) | ���p�L��L(mm) | ��(ji��)��t(mm) | �ӏ�(qi��ng)�߶�c(mm) |
| 2~2.5 | 25 | ≤200 | 2 |
![���]ʽĸ���۱�����(li��n)��˾-www.zjbz1248.com](../uploads/allimg/130524/1-1305240R44a58.jpg)
�D20 ��߅���ӷ��o(h��)�匍(sh��)��ʾ��D
a��Ҫ����o(h��)�������ƽ������߅����֮�gҪ�o�N��(sh��)��
b���ɶ�߅�����������g���錦�Q�о������p����?q��)��Q��
L = 40mm 1 ≤ e ≤ L t ≤ 300
c���鱣�Ca����Ҫ��l��������(j��)��Ҫ��(y��ng)�Ӻ���Ҫ���c(di��n)�̺��c(di��n)��
6.6 �����䓴�Ӕ��m(x��)���ӣ�
��1�������䓴�Ӕ��m(x��)���Ӳ����匍(sh��)����Ҋ�D21��
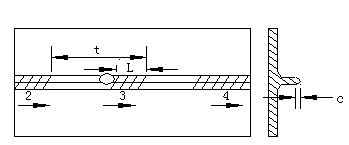
�D21 �����䓴�Ӕ��m(x��)�������庸��ʾ��D
a����Ӽ�֮�g�����S���g϶
b�����������M����Բ�������߅�v���p�ɶ˱�횺�������(j��)����δmm�ͽ����̖���ձ�8�x�p�L��L��(ji��)��t ,���p���p�ֲ�Ҫ�����?q��)��Q��
c���ڱ��Ca�ėl����r֮�£����Ⱥ��ɶ��c(di��n)�̺��c(di��n)���ٺ�ÿ��(g��)���p���c(di��n)�̺��c(di��n)��������˱��Ca���ėl��Ҫ����(j��)��Ҫ�Ӻ��c(di��n)�̺��c(di��n)��
d�����ӕr(sh��)���ՈD����ʾ���p���ͷ���ʩ����
��8 �����䓴�Ӕ��m(x��)���Ӆ���(sh��)L��t�x���
| 䓰���∫(mm) | �����̖ | ���p�L��L (mm) | ��(ji��)��t (mm) |
| 2~2.5 | 40×40×4��50×50×5 | 25 | ≤225 |
�D22 �����䓴�Ӕ��m(x��)���ӷ��o(h��)�庸��ʾ��D
��2�������䓴�Ӕ��m(x��)�����o(h��)�匍(sh��)����Ҋ�D22��
a����Ӽ�֮�g�����S���g϶
b�����o(h��)�����M��ɶ˱�횺����g3�������p�ֲ�Ҫ�����?q��)��Q�����p�L��L=25mm���v�p�L�Ⱥ�(ji��)����x���ձ�Ŀ�����p�ֲ�Ҫ�����?q��)��Q��
c�� �ڱ��Ca���ėl����r֮�£����Ⱥ��ɶ��c(di��n)�̺��c(di��n)���ٺ�ÿ��(g��)���p���c(di��n)�̺��c(di��n)��������˱��Ca�ėl��Ҫ����(j��)��Ҫ�Ӻ��c(di��n)�̺��c(di��n)��
d�� ���ӕr(sh��)���ՈD����ʾ���p���ͷ���ʩ����
-
�N���ͺ��ӹ�ˇ��(sh��)��
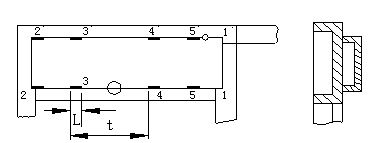
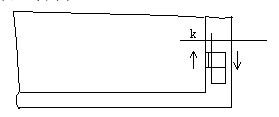
- ����߅��λ�õĺ��p���M������߅��̎�����ӵ����^����������߅��̎����β��Ҋ�D23��
![���]ʽĸ���۱�����˾-www.zjbz1248.com](../uploads/allimg/130524/1-1305240RJ4941.jpg)
�D23 ��߅��λ�õĺ��p���ӷ���ʾ��D
7.2 ��䓶��ֺ���Ҋ�D24��

�D24 ��䓶��ֺ���ʾ��D
- ���D���ҳ������䓣����ՈD���ߴ�[�ý�䓡�
- ������䓣��Ⱥ�1��2�c(di��n)�̺��c(di��n)��
- ʩ�����3��4��1��2ʩ��������D��ʾ��
- �[��퓕r(sh��)���ʹ�ú��~�A�ӡ�
- ���c(di��n)�̺��c(di��n)��ȡ�º��~�A�ӡ�
- ʩ��������D25��ʾ��
- K≥d/2��d����~�⏽��
�D25 ����S����ʾ��D
7.4 ��߅����?q��)��Ӻ��ӣ�Ҋ�D26��
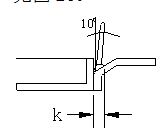
�D26 ��߅����?q��)��Ӻ���ʾ��D
- ����Ҫ�c(di��n)��D��ʾ
- k≥3mm
- A��鹤���棬��ƽ��≤5mm/m2
-
������ע������(xi��ng)
- ���ڿp϶�����Ϻ�r(sh��)�������S���N��߅���Է�Ӱ푏�߅�Ƕȣ����@p϶�����������c������ͬ��խ�l����a(b��)����
- ���нM��������M����Ҫ�N�����p������(n��i)��(y��ng)�����������κ��ܽM�������w�M���������S�M�������w�M����һ�����Ρ�
- �M�������w�M��ǰ����(y��ng)�����M(j��n)�оֲ��c(di��n)�̺���y������λ�ߴ���ψD�Ӳ��_(d��)������Ҫ��r(sh��)�����ɺ����ι̡�
- ��p�ٱ��庸��׃�Σ��ɲ���“����ֶη�” ��“���Q������”���������S�ăɶ������g���ӡ�
-
�|(zh��)��Ҫ��
- �����|(zh��)����(y��ng)���ϱ���ˇҪ��
9.2 ������(y��ng)�����Ƀ�����(y��n)����δ�����Ƀ�������ˎƤ�ĺ����D(zhu��n)���µ�����
9.3 ���ӑ�(y��ng)�ι̣����p�����c(di��n)����(y��ng)�⻬���o�������Ѽy��ҧ߅���R������ȬF(xi��n)��
9.4 ���к����Ď��Π�ߴ��횷��ψD�Ӽ����P(gu��n)���g(sh��)�ļ���Ҏ(gu��)�����T�c�T���T���w�Ŀp϶��(y��ng)�����ґ�(y��ng)���ψD�ӵ�Ҫ��(d��ng)�D�Ӽ����P(gu��n)���g(sh��)�ļ��Л]�o�����Sƫ�r(sh��)�����γߴ����Sƫ��Ҋ��9����ƽ�挦�Ǿ�֮��Ľ^��ֵҊ��10���T�c�T��Y(ji��)��(g��u)�g�Ŀp϶�����Ҋ��11��
9.5 �T�_�]��(y��ng)�D(zhu��n)���`��_���ǶȲ���С��90°���T�i���Ժ����w�y���T�����IJ�ƽ�Ȳ��ô���3mm���Ҳ���(y��ng)�����@�İ���ƽ�F(xi��n)��
9.6 ��(y��ng)��Ҏ(gu��)���γɱ�Ҫ��ӛ䛣��������|(zh��)��Ҫ��İ����ϸ�Ʒ���Ƴ����M(j��n)��̎�á�
- ��ȫע�����(xi��ng)
10.2 �z�麸�Q����|����(y��ng)�Ƿ�^�����ã�����©늬F(xi��n)��(y��ng)�ú���ʹ�á�
10.3 ��(y��ng)�����÷��o(h��)��Ʒ����ֹ�������|늡�
10.5 ���ӈ���5m��(n��i)���÷�����ȼ���ױ���Ʒ���Է�ʧ��
��9 ���γߴ����Sƫ��
| �ߴ緶��(mm) | ƫ �� (mm) | ||
| �� | �� | �� | |
| ~120 | ±0.8 | 0 -0.6 | ±0.8 |
| >120~400 | ±1.2 | 0 -1.0 | ±1.2 |
| >400~1000 | ±2.0 | 0 -1.6 | ±2.0 |
| >1000~2000 | ±3.0 | 0 -2.4 | ±3.0 |
| >2000~4000 | ±4.0 | 0 -4.0 | ±4.0 |
| >4000 | ±5.0 | 0 -6.0 | ±5.0 |
��10 ��ƽ�挦�Ǿ�֮��Ľ^��ֵ
| �ߴ緶��(mm) | �� �� �� ֮ �� �� �^ �� ֵ (mm) | ||
| ��(c��) �� | �� �� | �� �� | |
| ≤500 | 2 | 2 | 2 |
| 501~1500 | 3 | 3 | 3 |
| 1501~2000 | 4 | 4 | 4 |
| 2001~3000 | 5 | 5 | 5 |
��11 �T�c�T��Y(ji��)��(g��u)�g�Ŀp϶�����
| �����ߴ緶�� (mm) | ≤1000 | >1000 |
| ͬһ�p϶����� (mm) | 1 | 1.5 |
| ƽ�пp϶����� (mm) | 2 | 2.5 |
http://www.zjbz1248.com/
- ������(li��n)��˾�������Ϲ�ˇ�t
- �������Ϲ�ˇ�t Q/ZLQJG JZ11-2009 ����
- ������(li��n)��˾ͨ늲���ԇ�(y��n)�_����Ҏ(gu��)��
- ͨ늲���ԇ�(y��n)�_����Ҏ(gu��)�� Q/ZLQJG JZ44����
- �ךW������Ҏ(gu��)��
- �ךW������Ҏ(gu��)�� Q/ZLQJG JZ43-2009 1����