
��ĸ���� > ĸ���YӍ > ��I�Ļ� >
��������˾�_����ˇ�t
�����_����ˇ�t Q/ZLQJG JZ12-2009
- �m�÷���
- �O��
-
���b����
- ���Nͨ��ģ�ߡ��aƷ����ģ�ߣ�
- ���ߡ�䓰�ߡ�䓾��ߡ�ֱ�dzߣ�
- ����֡������֡����N��ƽ�N���������ߣ�
- ֱ���塢�A�݉��弰��ᔣ����N�ߴ�ĉ|�K�ȡ�
4.1 ��������������Ϥ�D������Ʊ�����_��ˇҪ��
4.2 ����ˇҪ���xȡ��C�����ʂ�������ģ�ߣ��z��_ǰ���ϵķNͳߴ硣
4.3 ���_�ذ��b���{��ģ��
4.3.1 ��ģ�ߎ�ȡ���c�D��Ҫ�������ģ�ߡ�
4.3.2 ����ģ�c��ģ�]�Ϻ���ڛ_���ϣ�����Ҫ��Ƀ�����ģ�����c�����g�������κΊA�s������ų��U�ϣ��е�ģ����Ҫ�É|�F���������ճ����Ͽڡ�
4.3.3 �{���C���]�ϸ߶ȣ�ʹ�����ģ���]�ϸ߶ȡ�
4.3.4 ʹģ�����Č��ʻ��K�����ģ�����w݆���c���_�P��ʹ���K�������λ�ã��˕rʹ��ģģ���b��_�����K�ۿ׃ȣ�ʹ��ģƽ���c���K����ܺý��|���ݽz���o��
4.3.5 �D���B�U���ݽz��ʹ��ģ�����𣬱��ֵ��_�^�M����ģһ�����x���ɡ�
4.3.6 ���F���p�pײ����ģ��ʹ����ģ�пڲ��������g϶����
4.3.7 �������ݽz����_���_��ۿڃȣ��ٷ��ω��岢���ݽz���o������ģ�̶���ע�≺��Ҫ��ƽ���ݽzλ�ډ������g��
4.3.8�c���_�P�ٴΙz���g϶�����g϶�Ƿ��o��ģ�r�Ƅӣ��_���]�І��}���_܇��
4.3.9ԇ�_���ԙz�_�Д����|�����_���g϶�Ƿ�ϸ]�І��}�Ϳɳ������a�������rҪ�ɜ\�������{����ֱ���Ƕȳߴ�ϸ˕rģ�߰��b�ꡣ
4.4 ���D��Ҏ��Ҫ����������Ĺ���
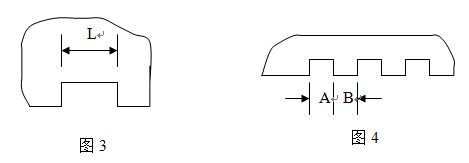
4.4.1 �нǡ��п�
- ��������D��չ�_�D���ÈD1���D2�н�ʽӋ��չ�_�нdzߴ磻
-
![�������]ʽĸ������I�Ļ�-www.zjbz1248.com](../uploads/allimg/130524/1-1305240I920949.jpg) ’ֵ�ɱ�1�����
’ֵ�ɱ�1�����
��’ �Ϻ�R |
1 | 1.5 | 2 | 3 | 4 | 5 | 6 |
| 1 | 1 | 1.25 | — | — | — | — | — |
| 2 3 | 1.25 | 1.75 | 2 | 2.75 | 3.5 | 4.5 | 5 |
| 8 | 2.75 | 3 | 3.2 | 3.9 | 5.25 | 5.7 | 5.2 |
A’=25mm�� B’=15mm���Ќ���ģ�ߡ�
b) ����Ӌ����нdzߴ磬�{�����壬�����ߴ磬�̶����壬��У���ߴ磬ԇ�_��
c�������϶�ֱ��߅�o�����壬�_܇�_�У��ԙz����нdzߴ缰�����|���������_��������a��
d���Ќ���ģ���н��ߣ���ģ��ֱ�ӛ_����
e������п���D3�����п��L��L�ߴ����ģ�ߵ��ڳߴ�A������ģ���g���B�m�_�У�Ȼ���ٰ����g����B������ȥ������B�ߴ�С��A�ߴ磬��D4��
4.4.2 �_��
a���z�鶨λ�״�С�����ľ��cģ�߶�λ�N�ߴ�������������ڶ�λ�N���_�ס�
b��ԇ�_���ԙz�_�ה����|��������Ҫ���������a��
4.4.3 �_�ף��_�L��
a�����D��Ҫ��������τ������ľ���ͬ�r�{����λ��ߴ磬�̶���λ�壻
b�����ϻ���һ߅���o��λ�壬ͬ�r�����ľ�����ģ�߿̾���ԇ�_��
c���В����N��ģ���ϣ���ֻ����һ�������ľ�������׳ߴ���ģ�߱��C��
d�����ö�λ�b�Û_����������ȰѶ�λ�b�ù̶���ģ���ԣ�ʹ��һ��ˮƽ�棬��������_�׳ߴ��{����λ�K��У���ߴ磬����ԇ�_��ע�ⶨλ�b�õĹ̶�����λ�K�Ĺ̶��Ա��C�_���^���гߴ�ķ����ԣ�
e��ԇ�_���ԙz�_��λ�ã�����Ҫ���������a��
4.4.4 ͨ�L���_�ף�
a�������D��Ҫ��������τ�����λ�ߴ羀��
b��ʹ��λ�ߴ羀����ģ�ߣ��_��һ���ף�Ȼ����ǰһ��λ�B�m�_�ף�
c���ж�λ�C����ģ�߲��������{����λ��ߴ磬����һ����λ�ߴ磻
d���ԙz�_��λ�ú߶ȼ�����|�����{���_���_��Ҫ���_��Ҫ���������a��
4.4.5 �_��
a����߅�ߴ�≤200mm��������
b����߅��С�����ߴ磬Ҋ��2��
c����������D��չ�_�D���ÈD5�н�ʽӋ�㏝߅�ߴ�L����ֵҊ��3��
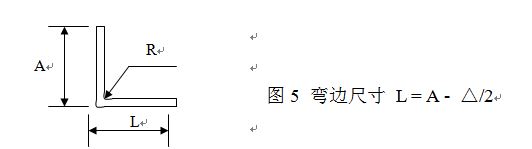 �D5 ��߅�ߴ� L = A - ��/2
�D5 ��߅�ߴ� L = A - ��/2��2 ��߅��С�ߴ煢���� ��λ��mm
| ���Ϻ� | 1 | 1.5 | 2 | 3 | 6 | |
| ģ�ی� | 7 | 10 | 15 | 20 | 58 | |
| ��С��߅ | 7 | 10 | 12 | 15 | — |
|
�� �Ϻ� R |
1 | 1.5 | 2 | 3 | 4 | 5 | 6 |
| 1 | 2 | 2.5 | — | — | — | — | — |
| 2.3 | 2.5 | 3.5 | 4 | 5.5 | 7 | 9 | 10 |
| 8 | 5.5 | 6 | 6.4 | 7.8 | 10.5 | 11.4 | 12.4 |
e���ԙz��߅�ߴ磬�Ƕȣ������|�����{���_��_��Ҫ�������͙z���ϸ��������a���_���^���н����z�鏝���Ƕ��Пo׃���������r�{����
4.4.6 ���N����ģ�ߵ�����_����
4.5 �_���^�̼��r�l�F�пړp�ģ�ĥ�g�����ģ���΄գ�����ģ�ߑ��Գ�ĩ�����z�ƶȣ��ϸɌ�ģ����졣
4.6 �_����������r���z���ϸ���S��Ʊ���D�����{�܆�һ���D���µ�����
5 �|��Ҫ��
5.1 90���нdzߴ磬�������S����+0.5mm������н�߅�L���S����+1.0mm��Ҋ�D6���D7��
5.2 ���ڡ�С��90��б�ǣ��Ƕ����S����+0.5��Ҋ�D8��
5.3 ����_��ë�̲��ô���0.3mm��
5.4 ��䓛_�L�v�����ľ����S����±1.0mm���M��������߅���������S����
±0.5����D9��ʾ��
![�������]ʽ�ܼ���ĸ���۹�˾-www.zjbz1248.com](../uploads/allimg/130524/1-1305240J241325.jpg)
5.5 ��䓿v��_�ף�����ֱ�ȣ����ô���1.0mm����D10��ʾ��
5.6 ��䓛_��λ�óߴ����ɹ������±1.0mm��
5.7 �aƷ���Ï�ģ�Ϗ����Ƕ����S���Ҋ��4����߅�ߴ繫��±0.5mm��
5.8 �����ϛ_�L�ף��_��λ�óߴ����ɹ������±1.0mm��
��4 �_���Ƕ����ɹ���� ��λ����
|
���� �Ƕ� ���L |
��15�� | ��15����30�� | ��30����60�� | ��60����98�� | ��90����120�� |
| 3��6 | ±1.0 | ±1.0 | ±1.5 | ±1.5 | ±2.5 |
| 6��10 | ±0.75 | ±0.75 | ±1.0 | ±1.5 | ±2.0 |
| 10��18 | ±0.5 | ±0.5 | ±0.75 | ±1.0 | ±1.0 |
| 18��30 | ±0.25 | ±0.5 | ±0.75 | ±1.0 | ±1.0 |
| 30��50 | ±0.25 | ±0.5 | ±0.5 | ±0.75 | ±0.75 |
| 50��80 | ±0.25 | ±0.25 | ±0.50 | ±0.50 | ±0.50 |
5.10 ���ٛ_�������є������Së�̸߶ȣ�
��5 ���є������Së�̸߶ȱ� ��λ��mm
| �_�����Ϻ� | ���Së�̸� |
| ��0.3 | ≤0.05 |
| ��0.3��0.5 | ≤0.08 |
| ��0.5��1 | ≤0.10 |
| ��1.0��1.5 | ≤0.13 |
| ��1.5��2.0 | ≤0.15 |
6 ��ȫ���a
6.1 �_܇ǰ�J��z��C���Пo������r�����r�g�����C���������ù������ء���ģ�߹�����B�z���ŵ��_܇��
6.2 �ڛ_���^���У��S�rע��_���\�Ӳ�������r�����rՈ�C���������ų���
6.3 �ڛ_���^���У������λ�÷��ò����r�������ڻ��K�\�Еr�{����
6.4 ģ��Ҫ���b���������Σ������^����Ҫ��ֹ�����Ʉӡ�
6.5 �_��С����rҪʹ�ù��ߊA�ֹ���������
6.6 �ɂ�������ͬ�r�����r�������ϣ������f�{һ�¡�
6.7 ������������P܇��
http://www.zjbz1248.com/
| ������ĸ���ۘ�ܹ�˾�°l�P�� | ĸ���ӹ��C����Ҏ�� | ����˾�͉��yԇ�x����Ҏ�� |
| ĸ����܇�g�ۏ��C��ȫ����Ҏ�� | ����ĸ��������˾�ۏ���ˇ�t | ĸ�������a܇�g����C��ȫ����Ҏ |
| ��������˾���ξ���ˇ�f�� | ��������˾�������Ϲ�ˇ�t | ĸ���ۇ��ܹ�ˇ�t |
- ��������˾�������Ϲ�ˇ�t
- �������Ϲ�ˇ�t Q/ZLQJG JZ11-2009 ����
- ��������˾ͨ늲���ԇ��_����Ҏ��
- ͨ늲���ԇ��_����Ҏ�� Q/ZLQJG JZ44����
- �ךW������Ҏ��
- �ךW������Ҏ�� Q/ZLQJG JZ43-2009 1����
���P�YӍ
�gӭ���� | �\ƸӢ�� | �ͷ����� | ������ | ���l�� | ϵ�҂� | �Wվ�؈D
��Ҫ�ṩ��ĸ���ۡ���|��ܵ���� ���g֧�֣�������ĸ���۹�˾ www.zjbz1248.com �ᾀ�Ԓ:13811345300 2010-2011 copyright all rights recerviced ����Ʒ�����պ�����va| ����ŷ��һ����������| һ�������������߹ۿ�����| ��Ʒ����һ������AVƬ| 91��Ʒ�����ۺ�99| �žžþ�ȫ�������Ƶ| ����������ҹ��Ʒaһ����������| 91��Ʒ��Ӱ�ۺϾþþ�����ͼ| 91��Ʒ��������þþ�a| 91��ҹ����������Ƶ| ������Ʒҹҹҹһ������������| ������ҹ����av���| ���Ͳ����Ů����СѨ��Ƶ| ����av������߲���| ���߹ۿ���Ƶ�㶮��| �Ͳ��������ٸ�����| ��ҹ����������Ʒ�þ�| �ձ�������Ʒ��һҳ�þ�| ������ѹۿ�һ������| ������������Ů����������Ƶ| ����������Ů�߳���| ���㽶���㽶��������| ŷ��ɫ�ۺ϶�����������| ��ʮ·��Ů����һ������| �պ�ŷ����Ʒ����һ������| �����Ƶ���˵�����������СѨ | ����һ��ŷ���������߲���| ������ˬҹҹˬ����ˬ���� | ������Ļ������������| �������պ����߹ۿ�����| �պ���Ƶ���������Ļ| �����պ�ŷ����Ƶ����| ���㽶�þþ�Ʒһ��������Ļ| ���ʹ�����Ʒ�þþþþþ�| ��Ů����վɫ��Ƭ��ѿ�| �þþù�����Ʒsm��վ| ŷ��ɫ�ۺ��������߹ۿ�| ������Ʒһ����av��| �������˾�Ʒ�þþþ���Ѿ�Ʒ | ������������������Ļ| 98�þþþþþþþþÿ�����| �պ�һ����������Ƭ���߹ۿ�| ��Ƭ������ѹۿ�������Ʒ| ����������ֻ�о�Ʒ����| ��Ʒ����һ����������| ����ëƬ�þþþþù���| 99�þ�99��Ƶֻ�о�Ʒ| �ھ��ٸ��ſ�������ˬ��һҹ��| ����ֻ�о�Ʒ��Ƶ���߹ۿ�| A����������ϵ������| ������Ʒһ����av��| ������ҹ����һ������| ˿�����ȹ������߲���| �������ó������߹ۿ�| �»������ٰ��ߺ���| �����ղ���Ʒ�þþþþ�����| ������Ʒ�����Ƶһ��������������| �鶹��Ʒһ������av��˿����| �þþ�777������ݺ���| �����Ʒ�������߲���APP | ����AV������Ʒһ���������| 91��ɫ�����������߹ۿ�| �þþþþ�Ʒ����AV����| av��Ӱ��վһ������| ҹ³ҹ³ҹ³���߲���| ���岻��һ������������| �������ѳ��̱߸߳���Ƶ���| ��������97��Ʒһ������| ������Ļ�þ��ۺ�С˵��| һ�����������պ�ŷ�����߹ۿ�| ��������Ʒһ������99| �츾��hqmaturetub| ɫ�ۺϾþ������ۺ���| ���ھ�Ʒ��ģAV˽�����߹ۿ�| һ���������������Ƶ�Ļ�| ��������˳���Ƶ������Ƶ | �ձ��ٸ�����Ƶ�þþ�| ��Ʒ����һ����������| ����������Ů91�ͺ���| ������ͼƬ��һ����������| 91��Ʒ������ɫ�ۺϾþ��㽶| ��������һ��av����| �������Բ�һ���ڶ�ҳ| �պ���Ʒһ�������ֻ����߲��Ų���| ��Ʒ�þþ��鶹����| ������Ʒ�Բ������߹ۿ�˿��| ����ëƬ�þþþþù���| �����ִ�������ˬ�ֻ���Ƶ���| ����ݹ������߹ۿ����| �պ�avһ����������| ����ŷ�������պ�����| 99�þ�99��Ƶֻ�о�Ʒ| ��ҹ��˾����Ƶ��ѿ�| ��������ŷ���պ����߹ۿ�| �Ͳٱ���Ƶ������Ʒ| �鶹��Ʒ��ý���˾�Ʒ| �ձ������ȸ�����Ƶ���߹ۿ� | ���˾�Ʒһ��������ҹ�þþ�| �պ�ŷ������������Ƶ���߹ۿ�| ������Ļ���������Ƶ| av��Ƭ���߹ۿ�����| �պ���Ů����鷿��ٱ�| �������������Ů��ƨ��| ���˹���һ���������| Ů�����嵽�߳���ˮ��Ƶ| ʮ�˽�����վ���߹ۿ�| ����һ������������Ʒ��ѹۿ�| 91��������߲��Źۿ�| �����г���Ӱ���ڲ���| ����av����һ���������� | �ÿ���av������Ļ���߹ۿ�| �þþù�����Ʒ����Ƭ| �����ۺ����߶������| ��ѿ�������Ů����Ƶ�߳�| �������һ����������������վ| ����һ��ר�����߲���| �����˳���վ999�þþþ�Ʒ| ��Ʒ��������þþþ�| ���˼���С�ˌ���Ƶһ������ | �Ͳ��ȥ��Ƶһ����������| 98�껢ס��¥����| һ����������������ѹۿ�| һ������������������| �þþ�Ʒ��������һ���������� | 99�þþ�Ʒ�����������Ȱ�| ����һ�����߹ۿ�����| ���պ���ƷӰ���ۺ���Դ����| �����Ů���������Ƶ| ������ҹ����av���| ����Ʒһ��������������Һ| ����AV��������VR��Ʒvr| ������Ļ��������ϵ�е�����| ����ŷ���ۺ�ϵ������| ������Ʒ�þþ�����Ӱ��| �����ղ��þþþþ�| ŷ����ҹ��ɫ��Ƶ����| ����������Ļ�������ëƬ| ������Ļ����������| Ůͬ�þ�����69��Ʒ| ����һ�����������պ���Ӱ| ����������Ļ��������| ������Ļ������Ƶһ����������| �������Ŷ������Ƶ| ����ŷ��һ������������Ƶ����| �������ù�����Ʒ��| �����鶹�����������߹ۿ�| ŷ���պ����������ۺ�һ��| ��������������ѿ�Ƭ����| ŷ����ҹ�������߹ۿ�| av��ɫ�����������߲���| ��������������뾫Ʒ��9| �þþ�Ʒ��������av����3p| ��������av����һ����������| ����av���˾þ��ۺ�| 97�㽶�����������þ� | �ձ��������bbwbbw| ŷ������Ʒ��Ѷ���| ����ŷ���պ��ۺϾ�Ʒһ| ����������Ļ����ϵ��| ���ھ�Ʒ��ģAV˽�����߹ۿ� | ������Ů���ڵ��ͽ��ͳ���վ| �պ�һ����������������Ӱ| ����һ������������Ʒ�þþ�| 99��Ƶֻ�о�Ʒ��ѹۿ�| �����պ�����ŷ�����߹ۿ�| �����ԭ�������ߴ�����| ���߹ۿ�����˳���Ƶ��| ˮ����žž���߹ۿ���Ƶ��վ| ŷ��һ������������Ƶ��| һ��һ��������Ʒ��������| ����ŷ��������Ƶ����һ��| ���������츾�����Ҿ�Ʒ| �����պ�ŷ����Ʒ����| ��Ʒ����һ����������| ������Ļ��Ʒ��������| ����aƬ������Ƶ��ѹۿ�| ���ҳ���������Ƶ��ַ| ������Ʒ�þþþò���| ��վ���߹ۿ�ŷ���������| A����һ������������| av�۲�����������Ļ����| ��Ů��Ů������Ƶ���߿�| �պ���Ʒ��Ůһ������| 91������Ѹ�����Դ| �������պ���ҳ������Ļ����| ŷ���պ������ۺϳ���a��| ���������Ʒһ������AV| Ϊ�˶��ӿ����Ҹ�����һ��| ����һ�����������պ���Ʒ| ������ˮav������Ļ����| ��Ʒ�þ��㽶�����߿��ۿ�����| ����ح��Ůح������Ů��Ƶ | �����г�һ���������������Ƶ| ��Ů��վ���߹ۿ�����| ����������������Ƶ����| �þþ�Ʒ����99�þþ�¶| �þþþþþþþþþþ�18| �þþþ�Ʒ��������av���鶹| ŷ��������һ����������| ����Ů��ëƬ��Ƶ��վ| �������ü����ֻ�����������Ļ| �ôͳ����Ů����Ƶ| һ����ɫ��Ƶ��Ů�˵ı�| 1204�ֻ���Ƭ�㶮�õ��պ�| �òݸ�����Ƶ���߲���| ����ˬ���������������| 91ŷ������һ����������| ������Ƶһ������������������| 91��Ʒ����91�þþþþú���| �þù�����Ʒ���ް�����| �������߾�Ʒһ����������| ������һ������������| ��Ʒŷ������һ����������| ��Ʒһ����������������Ƶ| �������ü����ֻ�����������Ļ| �þþþþ�Ʒ��������av��Ӱ| �þó�����ҹ��Aһ��ëƬ| ������Ļ�þ���ѹۿ�| 9���������й�����Ʒ| ����av�պ���Ʒ�þù���| ����aƬ������Ƶ��ѹۿ�| ����˹һ���ش���ѻ�Ƭ| ����˳����߹ۿ���Ƶ����| ��������һ����������| �պ�һ������������������| Ů�������ɫ18����վ| �����������������Ƶ�ۿ�| ����������ҹ��Ʒaһ���������� �Ʒ�˿��������Ļ�þ���ѿ | ��Ƶ����һ����������| ����ŷ��͵������A��ɫƨ��| ���������˾þó���52| ������ѹۿ���Ʒһ��| ������Ʒ�Ƽ����߲���| ŷ���պ�һ����Ƶ��ѹۿ�| һ��ɫ��69ɫ��Ʒ�ۺϾþ� | �þþþþþþþþ�.av| ����һ��������������| ������Ļ˿��������һ������| ����ŷ��������Ƶ����һ��| �����ۺ������������¶���| ����ŷ���պ�����ר��| ��Ů���ް��۴����ſ�| �������˾�Ʒ�þþþ���Ѿ�Ʒ| С��Ƶ���߹ۿ�����91| �鶹��Ʒһ������av��˿����| �þþþþþþþþü�Ʒ| ���˴���Ͳٰ�������ٱ�| ����ŷ���պ�һ�����| �պ���Ů��ɫ������Ƶ| av����������ѹۿ�| ��������a��Ƶ���| ��������һ������һ������| ����������Ļһ������Ʒ���� | �þþžž�Ʒ99������Ʒ | �þ�����av��ҹ������Ʒ| 91����Ʒ��������| Ů�����嵽�߳���ˮ��Ƶ| �պ����߹ۿ�һ����������| �����������������Ƶ| ������Ƶһ�������������߹ۿ�| �ޱ���������Ƶ���߹ۿ�| ������һ����������������Ļ| �H����Ƶ��Ѳ��������| ��ҹ�þþþþþþþ�һ������| ����avһ����������| 91��Ʒ��Ӱ�ۺϾþþ�����ͼ| ��ɫavһ��������������| �þ�һ��������Ʒҹҹ��| ŷ��һ��������Ƶ����| ���߹ۿ�����˳���Ƶ�� | 99�þ�99��Ƶֻ�о�Ʒ| �ձ��þ�һ����������| ����˹��Ů�����BBWBBB| ��������������߹ۿ���Ƶ| �ݲ�ӰԺ���߹ۿ���ѹۿ�| ����ȫ���뾫Ʒһ������| �������ٸ�xxxx���߳�| ŷ���պ���Ʒ��Ƶ������߹ۿ� | �պ�ŷ��������Ļ���߿�| ŷ��һ����������������ѿ�| ����ˬ���������������| �������߾�Ʒһ������������| AVδ��ʮ�˽����߹ۿ��� | �����Ƶ�þþþ�������Ļ| 99�þù�����Ʒ��Ƶ| �ؼ���a�ƬëƬ��ѿ�һ��| ��������Ʒһ����������| �þþ�Ʒ��������һ���������� | �պ�һ����ɫ������߹ۿ�| ŷ��ɫŷ����������þö���| ����������ѹۿ������| ������Ļ��Ʒ��������| ҹ³ҹ³��³������Ƶ��Ƶ| �������߾�Ʒһ����������ֱ��| ��Ʒ��ҹ����һ��������Ƶ | ŷ���պ����������ۺ�һ��| �պ�ŷ�����˾þþô�Ƭ| �����ִ��ֻ���ˬ�ִ��ֳ�| ��Ʒ�þþþ�������Ļ���ձ�| ��������츾�˳�һ������AV | ����������������ˬ����av| ��Ƶ���߹ۿ�һ����������| ����һ������������Ƶ���߹ۿ�| �þù�����Ʒ99�þ�| ����һ��ŷ���������߲���| ������18����ַ����| �����ִ��ֳ��ִ�ŷ��| 99re�����м�Ʒ��Ƶ| ������������������Ƶ| �����Ƶ���˵�����������СѨ | �鶹��Ʒ��Ƶ��ѹۿ�| ����ŷ�������鶹У| ������Ů��Ƶ���߲���| �ձ���Ƶ���߹ۿ���Ʒ| ŷ���ۺ�����һ������| ���������Ļ��Ƶ����| ����ŷ������va���߲���| ��������һ��ëƬ���߲���| av�۲�����������Ļ����| ����һŷ��һ������| ��Ů��������һ����Ƶ����| ���˾�Ʒ������Ƶ�ۿ�| ������Ʒ������ַ����| ŷ����ɫŷ����A��ѹۿ�| ��������һ��ëƬ���߲���| �þ�����Ʒ����av| ����һ������������Ʒ| �ձ�����һ����������| ������Ļ������һ������| �պ�ŷ��һ����������| �ձ�һ����Ʒ���߹ۿ�| ����ɫͼŷ����������| �ձ���ɫС��Ƶ���Ŀ�| �Ͳ�СɧѨ���߹ۿ��������� | ������Ʒ�����߹ۿ�| ŷ���þþþ�һ����������18��| ��ҹ�þþþþþþþ�һ������| ������һ����������������Ļ| ��Ʒ����һ����������av�鶹| ���굽�߳���ˮ������ͣ����Ƶ| 337p��߶�žž������ҹ| �ƻƵĿ���ֱ�ӿ�����Ƶ| ŷ��ɫŷ����������þö���| ����Ů�����ջ�һ������| ������Ʒ������߹ۿ��Ϳ� | �������������Ƶ���߹ۿ�| ������Ů�ֻ���ˬ���߹ۿ�| ��������������������ˬ| ɫ���ۺϾþ������| ���������������˳���ͼƬ| ��Ů������һ������������Ƶ| ����Ʒ������Ʒ����| ������Ʒ�����������߲���| ������ҹ���븣�����߿���վ| �����ۺ�һ������ͼƬ| ��ٶ��ͷ��վ������Ʒ| ������Ļһ������������| ��ҹ������Դ�ۺϼ�����ҹ������| �������߾þþ�avˬ| �ձ���������һ���������� | �����ִ��ֳ�����Ƶ| �þú�Ƭ��������Ʒ| ��������a��Ƶ���| �þþþ����ޱ����ٸ���| �ͳ������СɧѨ��Ƶ| ��װ˿������˿����������| �ձ�һ������av����| ��������������Ļ���߹ۿ� | ����av���պ�av˿�����Ȼ�ʿ | ɫ�ۺϾþü���������| ���������˾þ��ۺ���eew| ������Ʒva���߶�����| ����ŷ���պ�һ����������| ��������һ����������| �պ���Ʒ�㽶����av����| �þþ�����ŷ���ձ�av| ����ŷ���պ�һ����������| ɫ�ۺϾþ������ۺ���| ��Ʒ������һ����������������Ƶ| �ٲٲ������ҹҹ��| ŷ��һ��������������þ����� | ��������ո�ҹҹ��| �������������߹ۿ���Ƶ| �þþþþþþþþô���| ͵�����߲���һ������| ��������Ů����������Ƶ�ۿ�| ����������������ˬ���˾�Ʒ��Ů | �ձ����岻��һ��������| ��Ʒ��Ƶ�þþþþþ�97| ����Ƭ��Ƶһ����������| ����Ʒ����ӰԺ����| �պ���Ʒ��Ůһ������| �þ���������һ������| �������߾�Ʒһ����������ֱ�� | ���߹ۿ� �պ���Ʒ| ������Ļ�����þþþþ�| �����ղ�һ����������| �պ��������AVһ����| ������ѹۿ��պ�ŷ��| 98�þþþþþþþþÿ�����| ������Ļ���벻�����߹ۿ�| �����ۺϾþ������ۺ�| ���Ĵ��Ͳ��ձ���С�۱�| ŷ�����߾�Ʒһ��������| �ձ���Ʒһ�������������߹ۿ�| 97��Ʒ��Ƶ������ѿ�| �þþþþþþþþ�.av| ���������������������ۺ�| 91��Ʒ����92�þþþ���| ѧ�����߾�Ʒһ������| ���˾�Ʒ�ۺ���������| ������Ļ��������ϵ�е�����| ������Ļ���벻�����߹ۿ�| ����һ��������������| һ����������������������| �պ�ŷ��������Ʒ����| 720p�þ�������Ļһ������ | ŷ�����˲�Ů����ʵ��Ƶ| ���պ�av������ѹۿ�| ������ҹҹ��ëƬ��ɫav | �����̴���츾69�ڱ���2��| �����˾�Ʒһ��������| �����������ҋH��Ƶapp| ��������Ʒһ����������| �þþþþþ�����a��ѿ�| ����һ�����������þþþþ�| ����avһ�����������㽶ح| �ղ���Ʒ�þþ�һ������| ���˵���Ů�Ĵ�ɧ�ƱƱ�| ����������99��Ʒ��������| ŷ��һ����������������Ƶ| ��ҹŷ����Ʒ��ѹۿ�| ����������Ļ�þû�ɫƬ| �Ű� ��Ҫ ���� ���߲���| ����ͷȥ���߳�������Ƶ| ����һ�����������պ���Ʒ| ��������Ƭav�þþ�Ʒ| �������˾�Ʒ�þþþ���Ѿ�Ʒ| �ձ���Ƶ���߹ۿ���Ʒ| �þþ�Ʒһ��������������ӡ��| 992��ҹtv���߹ۿ�| �þþ�Ʒ����99�þþ�¶ | �ݺ��ۺϾþþþ������avһ| ����һ�������������߹ۿ�| ŷ�����氮��Ƶһ������| �����鶹�����߹ۿ�| ������Ʒ��վ���߲���| �þþþþþ�Ʒ������| 99��Ƶ��Ѿ�Ʒ��Ƶ���߹ۿ�| �þ������Ƶ���߲���| �й�ŷ���պ�һ����������| ����³����Īһ����������| ����һ������������������| ���찮����ɫ�����ۺ�| �����鶹�����߹ۿ�| ������Ļ�þþ�Ʒһ������| ����������������ˬ��Ʒ����| ���ļ���������ɫͼ| �Ҹ���������ݮ��Ƶ˿����Ƶ| ������Ʒ�þþþþø�������| 88������Ʒŷ��һ����������| ŷ���պ������ۺϳ���a��| ����Ʒ��ҹ�þþ�| �����Ƶ���˵�����������СѨ | 91ɫ��վ������߹ۿ�| �ֻ���ˬ�ָ߳����ëƬ| ������ҹ��Ʒһ����������92| �պ�������ѿ�����Ƶ| 97��Ʒ�þþþþþþ�| ���˾�Ʒһ��������ҹ�þþ� | av��Ƭ���߹ۿ�����| ��Ů����һ����������| ���������ִ��ֻ���ˬ| ŷ����Ƶ��Ƭŷ����Ƶ��Ƭ| ������Ʒ�þþþþø�������| ����Ʒ��Ƶ���߲���| �������Ƶ������Ѳ���| ����������ҹ����ƷӰԺ| 99�þ�һ����������| �ձ�һ���������߹ۿ���Ӱ| �պ���Ʒһ�������ֻ����߲��Ų���| ��Ʒ����һ�������������߲�| �ձ�������Ƶһ��2��| ���ٺ�˿��Ů���߹ۿ�| �ϸ������������̼�| ����Ʒ�պ���һ˿��| �ձ�������Ļ������߲�����Ƶ| ����������Ļ����һ��| �����˳�ŷ���ֻ����߹ۿ� | ��������Ƭһ�����߹ۿ�| ��������Ƭ������Ļ���߲��� | �ɲ�СѨ������վ| ����Ʒ�þþþþ�Ʒ����| ���굽�߳���ˮ������ͣ����Ƶ| ŷ����Ƶ��ѹۿ�777| ����Ů��һ����������| ������͵��һ������| ������Ʒһ91jq| ��Ʒһ������������Ļ��| �Ʒ�˿��������Ļ�þþ�| ������Ʒŷ��������ѵ�| ������Ʒһ�����������Ը���Ů��Ƶ| ��Ů���߹��ڼ���������Ƶ��| ��ҹ��Ƭ����һ������| ������Ļ���߹ۿ�����| ��˿�ջ�999�þþ�| 911��Ʒ��Ů�߳���ˮ| ����͵�����߹ۿ���վ| �þò����þü���Ԣ��| ������Ļһ������������������| �����ۺ�������Ļ������Ʒ| ɫ����ɫ��������һ������| ��������һ���������� | ���99��Ʒ����������������| �þþþþþþþþþþþþò���| ŷ���պ�һ��������������| av�պ��������߹ۿ�| ���� һ�� ���� ���� ����| ������ҹ�������ר��| �ձ���Ů��ŷ����Ʒ����| ����һ���������ߵ�Ӱ| ������������������Ƶ��| �����ۺ����߶������| ŷ���պ����߾�Ʒһ����������| ŷ��һ����Ʒ��������| ������Ůavһ������| �����ۺ�ɫ�����ۺϰ�| ������Ʒ����һ������������Ƭ | �þþ�Ʒ����99�þþ�¶| ������Ļһ����������Ʒר�� | ������Ƶ1��2��3��| �����ٸ���Ʒ1��2��| ���㽶�þþþþþþ�| ����һ��������������| �þþþþ�����AV����ר��| Ů���ӱ���������Ƶ���߹ۿ�| �����꾫��Ʒavһ������| ŷ�������ھ�Ʒ�þþþ���� | ŷ������һ������һ��| ����av������߲���| ��������Ʒһ������99| ��������ˬҹҹˬһ������| �þû���������ֻ�о�Ʒ6| ����av�ۺ�һ����������| 91�þþ�Ʒһ��������| 2023����Ʒ��͵���Բ�����| ˿��������Ƶ�պ��Ʒ��ջ�| ����һ����������av| һ���þþ�Ʒһ������| ��������һ����������| ������Ʒ�Բ���2021���߹ۿ�| �þþþþþž�99��Ʒ| ����ŷ�þü����av| һ����������������ѹۿ�| ������Ļ����þþ�| ���߹ۿ�һ������������Ʒ| �þ���������Ʒɫ�������| ������Ů��Ƶ���߲���| ���շѰ�ҹ�����˿�Bվ����| 97����Ƶ���������˰�ŷ��| ��ɫ��Ƭһ��������Ļ| �����ۺ������������¶���| ����ɫ����ҹ������վ| �Ͳ�СɧѨ���߹ۿ��������� | ŷ�������츾���Ҹ�����Ƶ| ������ŷ��Ŀ�������ۺ�| ��Ʒ����һ����������| ���������߹ۿ����߹ۿ���Ʒ | ����Ʒ�����պ�����va| �����㽶��Ʒ������Ƶ����| �����̴���츾69�ڱ���2��| �þ���Ƶ����ֻ�о�Ʒ6| ����һ���������߿�Ƭ| �����ۺ�������Ļһ������| av�պ��������߹ۿ�| ����av������������| ��������ŷ���պ���Ӱ| ŷ��һ����������ר��| �鶹��Ʒһ������av��˿����| ������Ʒ����þþþþþ�| С���������С����ˮ��| ŷ���պ���ҹ������Ƶ��ѿ�| ������һ�������������߲���| ������ҹһ��2������| ����98�þ��ۺϹ�����Ʒһ��| ����ŷ�þü����av| ����ר���պ�ר��ŷ��ר��| ��ɫ����һ����������| ����һ��������������˿��| �þþþþþù���һ���������� | ŷ����Ƶ��Ƭŷ����Ƶ��Ƭ| ��������Ů�����Ƶ| �����Ů��ɫ��Ƭ��Ƶ| �պ����߹ۿ�һ����������| �����ٸ���Ʒ1��2��| ����������av�����| ������Ů������Ļ���߹ۿ�| �պ��鶹��Ʒ���ר��һ���������� | ��ʹ��Ū����Ƶ���߲���| ���߲��ŷ���������Ƶ��վ| ������Ƶ1��2��3��| ŷ��������С˵���žž�| ŷ������ýһ������| ŷ����ƨ�������ٱƼ�����Ƶ| �þ����ᆱƷ����99Ѿe6| ������Ƶ���߹ۿ�һ����������| ���߲��ŷ���������Ƶ��վ| ������Ʒ������Ļ˿��| �������˾�Ʒ�þ��ۺ�����| ������ŷ����Ʒһ������| ����ŷ���պ��ۺϾ�Ʒһ| �����һ����Ƶ��ѿ�| �þþ�Ʒ��������av��һ��| ��Ʒ����һ�������������߲�| ����ŷ�������պ�ר��| ��Ʒŷ��һ�����������þþ�| �������������Ƶ����| ������ˮav������Ļ����| �պ�����ŷ�����߹�������| һ�����������պ�����������Ƶ| �ݺ��ۺϾþþþ������avһ| ��Ʒ����һ��������������С| �պ���Ʒ������Ļŷ����ͼ| 99re�þ���������Ƶ| ����ŷ���ۺϻ�ɫС��Ƶ| �ձ������ȸ�����Ƶ���߹ۿ� | ŷ���պ�����������Ļ| �պ�����һ��������������| ��Ů�츾һ��������Ƶ��Ʒ| ����ŷ��һ������������������| �����ջ�һ����������| �þþþù�����Ʒ������ѿ�| �þþþþþþþþü�Ʒ | С��С�ȸ�������ŷ���������Ƭ| ���㽶˿����Ƶ���߹ۿ�| ��ϼ��ҹ�þþ�Ʒ����| �þ�һ������av������ѹۿ�| ����Ů1������������ѹۿ�| �Ͳ�СɧѨ���߹ۿ���������| �ֻ���ˬ��Ƶ���߹ۿ����| ����һ����������ŷ������| ��������������߹ۿ���Ƶ| ������Ʒ������Ů���߹ۿ�| ����������Ļ���߹ۿ���Ƶ���| ��������һ��������Ļ| �þþþþþ�����a��ѿ�| ������͵��һ������| �þþ�����ֻ�о�Ʒ1517| �պ�������Ů����һ����������| ŷ�����һ������������Ƶ| ������ѹۿ��պ�ŷ��| ������Ʒ�þ�����������ˬ| ����һ������һ������| ���� һ�� ���� ���� ����| ŷ��һ��������Ƶ����| ����ŷ��������ַһ������| �պ��þþ�������Ļһ������| ������Ʒ������Ļ˿��| ���a��ǿ�ƵĤ��г�������| �պ���Ʒһ�������ֻ����߲��Ų��� | ҹҹ�߳�ҹҹˬ������Ƶһ | ŷ��avһ����������| ɫ����ɫ�ۺϽ�����վ| ���˵�����һ������| �ձ�ŷ����Ʒ������Ƶ| ������Ļ��ҹ���߹ۿ�| ��ҹ����һ����������| ������Ů�������߹ۿ���վ| �þ��о�Ʒ������Ļ���| ������Ļ��ɫˬ��Ƶ�ۺ���| ������Ʒһ���þþþþþþþ� | �����ٸ���Ʒ1��2��| ��������ŷ�����߹ۿ�| ����һ��ר�����߲���| ������������Ůaaa| �ձ����¶�������������| ������Ʒ�þ�����������ˬ| ŷ���ۺ�ͼ������������| ���ձȾþ��ۺϾþ�| ��ҹ������Դ�ۺϼ�����ҹ������ | ������Ʒ����þþþþþ�| ���ʼ���һ��������������ҹҹ��| ���߲��ŷ���������Ƶ��վ| �������þþ��ۺϼ���| ������Ļ���������Ƶ| ��Ů���ް��۴����ſ�| 91��Ʒ������ɫ�ۺϾþ��㽶| ����Ʒ��Ƶ�������߹ۿ�| 98�껢ס��¥����| һ��������������������ëƬ| ���߹ۿ�һ������������Ʒ| ���˴�ɫ�й�С��Ʊ�| ������Ƶŷ����Ƶ�պ���Ƶ | ŷ��һ����������������Ƶ| �þþþþþþþþþþ�18| �պ���������������Ƶ| �պ������츾һ����������| 91����Ʒһ��������������| ����ŷ��������Ƶ����һ��| ��ҹ��Ʒ�����ٸ���Ƶ| �þþþþþþþþþþþþþø���| ��Ʒ99��Ƶ������ѹۿ�| ������ѿ���������Ƶ| ��ҹ��Ů�����Ƶ�ۿ�| ŷ������һ�������������| ŷ���պ�����һ����������| ��ҹ������Ƶ���߹ۿ���Ƶ| ŷ�����츾ë����������| ��Ʒŷ��һ�����������þþ�| �þ������ԭ��Ʒ������Ļ| ŷ���ؼ���Ƭ������ѿ�| �ִ������ִֹ�����Ʒ | �պ�ŷ��һ����������| �����ձ�����ŷ��һ����������| �V��W�ѹ���һ��һ����һ��| ������Ʒ���ݺ������߲���| �����鶹�����������߹ۿ�| ��ҹ����������С˵��69��| Ů�������ɫ18����վ| ŷ���ۺ�ͼ������������| ��Ʒ����һ����������ʮ��| ��������������뾫Ʒ��9| ����ŷ���������߹ۿ�| ����Ʒ��Ƶ���߹ۿ��պ� | ����һ����������ŷ������| ���߹ۿ�һ��������Ƶ| ŷ����������һ����������| ��Ʒŷ��һ����������ˮ�ι�| ����suv��Ʒһ������9| �պ�ŷ��һ����������| ��Ʒ����һ��������������С| ŷ���պ�һ�������������| ��Ʒ����һ����������av�鶹| ������Ļ����һ������| ŷ���պ���Ʒһ��������������| ��������һ����������| �������պ���Ʒһ������| ���߿��պ�һ������������Ƶ| ��Ů��Ů������Ƶ���߿�| ŷ���պ���Ʒһ������| �þ��츾��ʮ·һ��| �žžþ�ȫ�������Ƶ| �������츾һ��������������| ŷ�����˽�����Ƭһ��| �պ��Ը�������Ů�ٱ���Ƶ| �þþ�Ʒ�����������ۺ��Կ�| ŷ������һ�������������߹ۿ�| ŷ����Ұ���鳱�����߹ۿ�| ����ɫ����ҹ������վ| ��Ʒ��������һ������������� | ��������һ����������| �ۺ�ɫ����Ů������Ļ��| ��Ʒ����������һ���������� | ŷ�������츾�Ҿþþ�| ��ҹ�����߹ۿ���Ƶ| ����avһ��2������| �պ���������һ��2��| ŷ�����˾�Ʒ��һ��������| �崿Ψ�������ۺϵ�1ҳ| �鶹��Ʒһ������av��˿����| ����ŷ��һ���������߿�| �ձ����һ������������Ƶ| �þ��ۺ�ŷ���պ�������| һ���þþ�Ʒһ������| ������Ʒ�����Ƶһ��������������| �þ�99����6��Ʒ�þþ�| ����ŷ����Ʒ����һ��| ������Ʒva���߶�����| �պ�������Ļ���߹ۿ���Ƶ���| �ձ���������һ������| ������Ůavһ������| ���ھ�Ʒ���˾þþþ�ӰԺ| һ�����������ձ�������Ƶ| �պ���������һ��2��| ����������Ļ�������ëƬ| �����ִ������ֳ���ˬ| ��Ů�Դ�һ������| ������Ļ�պ���Ʒŷ����Ʒ�պ� | �þþþþþ�Ʒ������ѿ�| ��Ʒ�þ��㽶�����߿��ۿ�����| �պ���Ƶ���������Ļ| ���ļ���������ɫͼ| ��������ҹҹ����av��| ��Ʒ�����ٸ�һ����������| �պ���Ʒ������Ļ��Ƶ����| ������ҹ�����������߲���| ������ҹҹ��Ů��b| ��į�ٸ�����������| ������͵��һ������| �þ�����һ��������������| �ձ���Ʒ�պ���������ŷ��| �պ���Ƶ���߹ۿ�һ�������������� | ���������ۺ�����ŷ�����㻨����| �þþ�Ʒ��������һ���������� | ����һ��һ��97�ƴ�Ƭ����| ŷ����Ʒ��Ѹ�����Ƶ| 99�þþ�Ʒ��Ů�߳�| ŷ������һ������һ��| �������ù�����Ʒ��| ���������ٸ�ëƬ���߹ۿ�| ŷ���������츾bbbb| ������վһ����������| ��ɫ������Ů�˱�����Ƭ| ����͵�_�þþ�ƷAƬ69| ��������һ����������| ����������Ļһ������Ʒ����| ������avһ������������Ʒ| ��Ʒ�þþþþþþþþþþþþ� | ���˼������������Ƶ| �þþþ��鶹��Ʒ����| A����һ������������| �þþþþ�Ʒ��������av��Ӱ| �ݺ�³ɫ�ݺ�һ����������| 99re�þ���������Ƶ| ��Ů����һ����������| ����Ů��͵��һ������| ����ҹҹ���㽶�þ�97��Ƶ| 3D��Ů��c�߳���ˮ18��| ��ҹ��Ʒ��Ƶһ������| ������ѹۿ��պ�ŷ��| ����ȫ���뾫Ʒһ������| �պ���Ʒ����һ������������� | ����������ҹ��Ʒaһ���������� �Ʒ�˿��������Ļ�þ���ѿ | ������Ʒ������ַ����| ����������Ļ����ŷ��һ��| ŷ�� �պ� һ�� ��Ʒ| ����Ʒ�þþþþ�Ʒ����| ������Ů���������Ƶ| �òݸ�����Ƶ���߲���| �þù�����Ʒԭ����Ƶ| �����õ�������456com| ������Ʒһ��������| ���� ŷ���պ�һ��| �ղ�202������������| �ձ����һ������������Ƶ| 9���������й�����Ʒ| ��Ʒ����ŷ����Ƶ���߹ۿ�| ����avһ������������Ļ| �����������һ��������Ƶ| �������˰����˰�ˬ����av| �����պ�ŷ����Ʒ����| һ���������߾�Ʒ������Ļ| ������Ʒ�鶹��ѹۿ�| ������Ļ��Ů����������| ��������������������| �� ��ŮС������ѹۿ�| ���߹ۿ�����һ����������| ������Ļ���߹ۿ�����| ��Ů��������һ����Ƶ����| ������Ļ�þ��ۺ�С˵��| ��ҹ������Ʒ�þþþþ�| ����ŷ��������ַһ������| ����ɧ�Ʊ��Ͳ������ | �þþ�Ʒ����99�þþ�¶ | ������Ʒ����Ƭ���߲���| �ձ�������Ů���ٱ���Ƶ| �����˾�Ʒһ��������| ��Ʒһ����������������Ƶ| ����һ�������������߲�����Ƶ| ������Ʒ�����������߹ۿ�| ��Ʒŷ��һ������������ | ��������ũ�帾ŮҰ��| ����97������Ʒ����| ����һ������������Ů| ����͵��һ�����������ձ�34| �鶹�þ����ù����ۺ�����| �ձ�AV���벻��һ����������| �պ�˿��a��Ƶ���߹ۿ�| ������Ʒˬˬˬ���߹ۿ�| ŷ��ֱ��һ����������| ������Ʒva���߶�����| ������Ʒ������ĸ���߲��� | ������Ʒ�˸�һ����������| ����������������Ƶ����| ��������91һ������| ����������Ļ��Ʒһ������| �þ������Ƶ���߲���| ŷ���պ�����һ������| �պ�һ������ ����������Ļ| ����ŷ�����ྫƷһ���������� | ��������������������ˬŷ��һ��| ����һ������������Ʒ�þþ�| ������������δɾ����| ŷ������������Ļһ��| ����Ʒ������������Լ� | ���㽶���㽶��������| �պ�ŷ��������Ʒ����| ��������99Ʒ��99| �����þþþþþþþþþþ� | �պ�һ����������������Ӱ| ���㽶��Ƶ97��Ƶ����| �þþþþþþþþô���| av����һ����������| ����ŷ����Ʒһ������������| ����������Ļ����AV��Ƭ| �ձ�����Ƭһ����������| ����һ���������������鶹�ۿ�| ����ëƬ�þþþþù���| ŷ���պ�������Ƶ���� | 97��Դ������������| �����еľ�ƷavС��̽��| �þþþ�Ʒ�þþþþ�| av�۲�����������Ļ����| ����������av�����| ������Ƶ��վ��ѹۿ�| ����һ��һ��97�ƴ�Ƭ����| ����������Ƶһ������| ��Ʒ�žžþù������av| �����պ��������ྫƷ����| ����av���˾�Ʒһ������| ����ŷ��������ַһ������| �й�99�þþ�Ʒ��Ƶ| ������Ʒ���۾�Ʒ��av| ���������ֻ�о�Ʒ������Ƶ | �ؿڵ���һ����������| ������Ů���������Ƶ| ��˾������ǿ������������| ����˳����߹ۿ���Ƶ����| �պ�����������Ļ��Ƶ���߹ۿ� | �ٸ� �պ� ���� ŷ��| �ݲݸ�����Ƶ������ѹۿ�| �������������߹ۿ�| �������ձ�ŷ��������Ļ���߲���| ����ŷ���պ���������ר��| �߳�����������Ƶ����| �������Ļ��⼫��¶����Ƶ| �պ�˿��ŷ�������Ʒ�| ŷ����Ʒ��ҹһ������| ��Ʒ�պ�ŷ����һ��������| �����������ҋH��Ƶapp| ������a���ձ������ղ�����| ���˹�����Ʒ�ݲ�ӰԺ| ������ҹav�þþþ�ƷӰԺ| �þþþþþþ���ҹ����| ��������Ʒ�þþ�97��| ������Ʒ���۾�Ʒ��av| ����ŷ�������鶹У| ������Ʒһ������ɫ����| 91��Ʒ����92�þþþ���| ���������:������һ��������| �ž����߾�Ʒ��Ƶ��ѹۿ�| ������Ļ������Ļ�պ�һ��| ��Ʒ����һ������99�þþ�Ʒ| ������Ʒ��վ���߲���| ŷ����Ʒ��Ѹ�����Ƶ| ����ŷ���ۺϹ���һ��| �����Թ�����������24��| �ձ�������Ļ������߲�����Ƶ | �����鶹��ѹۿ���վ| ����Ʒ����ӰԺ����| ŷ��������Ļ�������߹ۿ�| �����ԭ�������ߴ�����| ����av�ۺ�һ����������| �����ۺϾþ������ۺ�| 99�þþ�Ʒ��Ů�߳�| �����ٸ�A��ëƬ��Ƶ���| ������Ѿþþþþþþ�| ŷ���պ������ۺϳ���a��| ɬɬ������߹ۿ���Ƶ| �Ű� ��Ҫ ���� ���߲���| ������Ƶ���߸���ۿ�| ŷ������ŷ������������Ʒ| ������Ʒ�����߹ۿ������վ| �����Ҿ�Ʒһ����������| ŷ����Ʒ���߹ۿ��պ� | ����va�þþ�������þ���Ů | �žžþ�ȫ�������Ƶ| �������ü����ֻ�����������Ļ| �պ�av������Ļ��һ��| ��Ƶһ�������������߲���| ����Ʒ������������Ժ�þ�| �ձ�����һ�������������߲���| ŷ������Ʒһ������������| ��������99Ʒ��99| ��Ŀ����1��2��3��| �����ƨ�����߹ۿ�| һ�������������岻����ƻ�� | ������Ļ�������߹ۿ�| ����av�պ�av����һ������| ������Ļ����þþ�| ҹ³ҹ³ҹ³���߲���| С���������С����ˮ��| ���������˾þ��ۺ�����| �����ٸ�����ˬ69| 91��������߲��Źۿ�| ������Ļ������������| ����һ�����������Ŀ���ѿ� | �ؼ���a�ƬëƬ��ѿ�һ��| ������Ļ������Ļ����| ����һ��������������| �պ�һ����������av����| ��Ʒ����һ������������ | ��ҹ����³˿Ƭ��ҹ��Ʒ| �þþ�999��ѿ�| ���˾þ���Ů����av| ����av���IJ�������| ��Ʒ��������þþ���ѿ�| ����������ˬ�ۺϾþþ�| ����������������ˬ���˾�Ʒ��Ů| ����ŷ��һ��������������Ļ��Ʒ| �պ�һ������������������| ���������˾þ��ۺ���eew| �պ���Ʒ�㽶����av����| ����ŷ���պ�������Ƶ�ۿ�| ������ŷ����Ʒһ������| ��ٶ��ͷ��վ������Ʒ| �����������ۺ�С˵| ����ŷ���պ��ۺϾ�Ʒһ| �ٱ���Ƶ��ѿ���������| �츾������һ����������| ����һ������������������| �պ���Ƶ���������Ļ| ���˼������������Ƶ| ������Ʒ����һ��������վ| Ů�������ɫ18����վ| ŷ��һ����Ƭ����������Ƶ| 98��Ʒ�����ۺϾ�| ����Ʒ����a���߹ۿ�| ��������������ľ�Ʒ| ��ҹ������Ƶ���߹ۿ���Ƶ| ����av����һ����������| ŷ�� �պ� ���� ���� ��Ʒ| ������Ļ����һ������| ������ҹҹ��ëƬ��ɫav| ������ҹ�����������߲���| ���˵�����avһ����| �ձ���ɫС��Ƶ���Ŀ�| ����ŷ������þþ�Ʒ9| �����������������Ƶ| �ݺ����þ�һ������| ŷ�������ձ�����žž| �պ���Ʒ��ӰԺ���߹ۿ�| 91��Ʒ����91�þþþþú���| ����Ƶ��վ������ѿ�| ������Ʒ�ۺϾþö�����| ��ҹ������Ƶ���߹ۿ���Ƶ| ��Ʒ��Ůžž��������| һ�����������պ�����������Ƶ | ���¾�Ʒ��͵�Բ���������| �þþþþþþþþþþþþò���| ������Ů������Ƶ���߹ۿ�| �ޱ���������Ƶ���߹ۿ�| �����ۺ϶��㻨������| ��������A��Ƭ���߹ۿ�| �����һ��һ�������Ƶ| ��Ů�Դ�һ������| ŷ���պ�������Ƶ����| ����ŷ����Ʒ�պ���Ʒ��Ƶר�� | �����ִ���Ӳ�ֻ���ˬ��Ƶ | ����ũ������ëƬ�þþ�| ���ھ�Ʒ��ģAV˽�����߹ۿ�| �ɫav����͵����Ů| ����ŷ���պ�������Ƶ�ۿ�| �þò�����һ������������| �պ�ŷ��������Ʒ��ѹۿ�| ���� �պ� ���� ŷ��| �������� һ����������| ���������������߹ۿ�| ��ɧ��ˬ������Ƶ| �����˾�Ʒһ��������| ŷ���պ�ɫ�ۺ���Ƶ| ����ŷ���պ�������Ƶ�ۿ�| ������˿��Ž���Ƶһ������| ���ü������������������Ƶ| ŷ����ҹ������Ƶ����| �ٸ���Ʒ�츾������| �����ִ��ֳ��ִ�ŷ��| ������ҹҹ���ݺ�������| 5566�ٸ�����һ����������| ������������Ʒһ������| 99�þ����ù����ۺ�����| ��Ʒ͵�ĸ���һ������| ����ŷ��һ����������| �V��W�ѹ���һ��һ����һ�� | Ů�˱�������ˬɫ������| ���� һ�� ���� ������Ļ| ������Ƶ��վ���߹ۿ�| ������ҹ�þþþþþþþ�| �þ���������Ʒɫ�������| �պ�һ����������av����| ŷ������һ�������������| ��ѹ���������ҹ��Ʒ����| ������������������| ��Ʒ�þþþ�������Ļ���ձ�| �����ٸ�����ˬ69| ��Ʒ���ձ�av���߹ۿ�| Ů�����嵽�߳���ˮ��Ƶ| ��Ʒ����96�þþ��д���| ���������˾þó���52| �þ�99��Ʒ������| �þþþþþþ�Ʒ���츾| �ϵط����߹ۿ������Դ| ŷ��������ҹ����һ������ | �պ�avһ����������| ��ҹ������Ʒ�þþþþ�| ҹɫ��Ů��ѹۿ���Ƶ| �ձ�ŷ����Ʒ������Ƶ| ������Ļ���߹ۿ�����| ������Ʒ���������ľþ������Ƶ| ʮ�˽�����վ���߹ۿ�| 18������������ѹۿ���վ| ���������Ļ��Դ����| ���߹ۿ���ɫһ����������| �����������츾��96ֱ��| ����Ʒ����þþþþþ��� | ������Ʒ��Ů��Ƶ����| ŷ��avһ����������| ��ҹ������Ļһ����������| ��Ʒһ������������������| ������Ʒŷ��һ��������������| ������һ����ɫƬ��Ѳ���| 18������������ѹۿ���վ| ��Ƶһ�������������߲���| ŷ��������Ƶ���߹ۿ�| ���������ֻ�о�Ʒ������Ƶ| �����Ʒ�����һ����������| ŷ����Ұ���鳱�����߹ۿ�| �ž�����ѹۿ���Ƶ| ˿��һ�����������������߹ۿ� | �������˰����˰�ˬ����av| ����������Ƶһ������| ŷ�����һ������������Ƶ| һ����������������ѹۿ� | 99��Ƶ��Ѿ�Ʒ��Ƶ���߹ۿ�| ������������ŷ�����߹ۿ� | �ž�������߾�Ʒ��Ƶ| ����ٺ�avһ������| ŷ����Ƭ��ȫ��ѹۿ�| �ձ�һ���������߹ۿ���Ӱ| �����������Ļ���߹ۿ�| ������������������| ����Ʒ�����˳��������߲���| ����һ����������av| �ݲ�������Ƶ�ۿ����| ��Ʒ��������þþþþá�������| 91�鶹��ҹ�������߲���| ����ˬ���������������| ����ɫ͵͵͵�ۺ�������| �þþþþþþ�����| �պ���Ƶ��ѹۿ�������Ļ| ������Ʒ�þþþþþ�ҹ| ������һ������������| ����һ��������Ƶ����| ������99��Ʒ���Բ�| ����ɫ����ҹ������վ| ����ŷ����Ʒ����һ��| ������Ƶ��վ���߹ۿ�| ��ٶ��ͷ��վ������Ʒ| ����ŷ�������ۺϾ�Ʒ| ������Ļ�������| ������Ʒ�����Բ������߹�| �ɫav����͵����Ů| ŷ�� �պ� һ�� ��Ʒ| ��Ʒ�鶹�þþ�av| ��˿������Ů��ʦ������ˮ������| 91�鶹����һ����������| �þ�91��Ʒ����һ�������鶹| ���������ٸ�ëƬ���߹ۿ�| ŷ��һ���պ����߹ۿ�| ��������������Ļ���߹ۿ�| һ��ɫ��69ɫ��Ʒ�ۺϾþ�| ŷ���պ�һ������������������| ������Ȥ��Ƶһ������| ��Ʒ�þþþþþþþþ�a��| �žžþ�ȫ�������Ƶ| �þþ�Ʒ��������av����3p| ��ҹ��Ʒ����һ��������| �þ�91����Ʒ������Ļ��ˮ| ����˹���й��Ľ���Ƶ����| ����������Ƶһ������| һ����������������������| ����һ������������| ŷ�������պ���Ʒ����| ���߹ۿ�����Ʒ����| ����һ�����������Ŀ���ѿ�| ������Ļ�þþ�Ʒһ������| ����ŷ���պ���Ƶ������߹ۿ�| ������Ů��a��Ƶ������߹ۿ�| ŷ�����߾�Ʒһ��������| ��������a��Ƶ���| С���������С����ˮ��| ������av����һ������| ����һ����������������������| �þ���������Ƶ������| ������Ʒ������Ļ˿��| ����һ��������������˿��| �ձ�������������v����| ������Ʒ����һ��ŷ��һ��| ������Ļһ����������Ƶ| �þ����������ۺ�97ɫ| ����ŷ��һ������ɫ��ͷ| ��һ��Ʒ������ɫ�߸�Ь| �պ���Ʒ��Ƶ���߹ۿ�һ��| ������Ʒ�ձ�һ���������߲���| �պ��������߹ۿ���һҳ| ŷ������һ����������Ƶ | ����͵�_�þþ�ƷAƬ69| ��Ƭ������ѹۿ�������Ʒ| ŷ�������պ���Ʒ����| �����ۺϾþ������ۺ�| �����ֻ���ˬ������ѵ���Ƶ| ŷ���պ������ۺ�������Ƶ| ������Ļ���߹ۿ�����| �þ��ۺϾ�Ʒ������| ������Ƶŷ����Ƶ�պ���Ƶ | ����һ������������Ƶ�ۿ�| ŷ���츾�罬һ��������| �����ִ�������ˬ�ֻ���Ƶ��� | ������ѿ�Ƭ��վ������Ů| ������Ʒһ��������| ������Ʒһ�������þþþþ�| ���»�ɫ���������վ | �����鶹�����������߹ۿ�| �þþ�Ʒ��������Ƶ�ۿ�| 99�þþ�Ʒ�þþþþþ�| ������ƨ����Ƶ�����| ������Ļ�ۺ϶�������| ������ҹҹ���ݺ�������| 99�þ����ù����ۺ�����| ����һ����������������Ļ| w������˾������3��Ӱ| �����ۺϾþ����˾þ�| �����ֻ����߹ۿ���Ƶ| �ÿ���av������Ļ���߹ۿ�| ��������������������| �ձ�������Ƶ����3��| ����˳����߹ۿ���Ƶ����| ������Ů��߳���Ƶһ��| ����Ʒ��������һ����| ���찮����ɫ�����ۺ�| �ձ�����һ�������ٸ���Ƶ| 99��Ʒ�պ�ŷ�����߹ۿ�| 99�������߾�Ʒ��Ƶ| �����պ�ŷ����Ʒ����| ������Ƶ���Ź����| ������Ůgif������Ƶ| ����һ��������������Ļ�����¥ | ��ҹ������Ƶ���߹ۿ����ù���| 99��Ʒ�պ�ŷ�����߹ۿ�| ��Ʒ�þþþ�������Ļ���ձ�| ������Ʒ˿��þþþþ�a| ŷ��һ����������aaaaa| ���˶������ۺϾþþþ�| ������ѻ�Ƭ�պ�ŷ��| ŷ��������Ƶ���߿���| ����ŷ���պ�������Ļ������| �ձ���Ʒ a���߹ۿ�| ����һ�����������պ���Ʒ| ����Ʒ�����˳��������߲���| ����AV�����������뾫Ʒ| ŷ�����˲�Ů����ʵ��Ƶ| ŷ��һ��һ��һ����Ʒ�պ�| ��������ˬҹҹˬһ������| ������ҹ����Ƭ���߹ۿ�Ӱ| žž��Ƶ�ձ�һ������| ����һ������������Ʒ�þþ�| ����Ʒ������Ʒ�Բ��ۿ� | �ձ�����ˮ��Ƶ������Ļ| �þþ�������þþ�| ������Ļ�ۺ϶�������| 91�þþþþù�����Ʒ��Ƶ| ����avƬ��������av| ��վ���߹ۿ�ŷ���������| 91��Ʒ���˹������ߵ�һҳ| ��Ʒһ������������Ů| 91������Ѹ�����Դ| �������ԭ��Ƶ�ۿ�һ������| ������Ů���ߵ���Ƶ���߹ۿ�| �������������Ů��ƨ��| ������ѹۿ�����һ������| ������Ʒһ���þþþþþþþ� | ����������Ļ���߹ۿ�| �պ�һ���ڶ������߹ۿ���Ƶ | ����av�ٸ�һ���������߹ۿ�| �����ۺ�һ������������Ļ | ���˵���Ů�Ĵ�ɧ�ƱƱ�| ��ҹ��Ůˬˬˬˬˬˬˬ| �þþþþþþþþþ����av����| ����ŷ����Ʒ�պ���Ʒ��Ƶר��| ����һ��ŷ���������߲���| 91����Ů����ҹëƬ���| �þ�99�����ۺϾ�Ʒ99| AVδ��ʮ�˽����߹ۿ���| �����Ʒ�����һ����������| ɫ����һ����������av��ѿ�| �����ۺ��������ۺ��������ۺ� | ����˾�������������Ƭ| �þ��۲ݾþþþ�Ʒ���� | 99�Ⱦþ�����ֻ�о�Ʒح| ��Ů������Ʒ��Ƶ���| ����Ʒ��������һ����| ����ŷ���պ�������Ļ������| ŷ������Ʒһ������������| ��������������ѿ�Ƭ����| ������Ʒva���߶�����| ����ŷ���պ�����ר����Ʒ| ��ٶ��ͷ��վ������Ʒ| ������ë��ͷ��͵����Ƶ| ��Ů˿�����߹ۿ�һ������| ��Ʒ�þ�18���Կ�| ���˹�����Ʒ�ݲ�ӰԺ| �պ���Ʒ������Ļ�����ٸ�| ��������Ƶ���߲���| ������AV������Դվ| �»������ٰ��ߺ���| �þþ�Ʒһ��������������| ������Ʒ��Ů�˾þþþ�| ����������Ļ�þû�ɫƬ| ������ɫ��Ůһ����������˿��| ������������������Ƶ��| �����պ�ŷ������������߹ۿ�| �þ�91��Ʒ����һ�������鶹| ����ŷ���պ�һ��������������| ����Ƶ��վ������ѿ�| �պ��������߹ۿ���һҳ| ����ŷ���պ�һ����������| �ƻƵĿ���ֱ�ӿ�����Ƶ| ������Ļ�պ�������Ļ�պ�| �պ��˳�������ҹ����| ��Ʒ99��Ƶ������ѹۿ�| ��������һ��������������| �����������������ɫ| ������ҹҹ��Ů��b| �þþþþþþþþü�Ʒ| �þþù�����Ʒ����Ƭ| ����ŷ���ۺϹ���һ��| ������Ļһ����������Ƶ| ̧���˿У�����ȷ�����| ����Ʒ91��������һ���������� | ��Ʒ������Ů��Ƶ��վ| ��һ����ѲٱƵ�����Ƶ�ܿ��ü�| ��������������߹ۿ���Ƶ| ��������������Ļһ��| 91��Ʒ����ɫ�ۺϾ�| �����˾�Ʒһ��������| ������������������Ƶ| �պ���������Ƶ��վ| 99re�Ⱦþ������ۺ�| ŷ�����츾�������߲���| �þþ�Ʒ��������avҹɫ| ���㽶�þþþþþþ�| ��Ʒ������һ����������������Ƶ | ŷ���չ�������С��Ƶ| ��Ʒ����һ�������������߲�| ����ŷ�������鶹У| �þþþ����˾þ�����| ����ŷ��һ�������þþþþþ� | ���˹�����Ʒһ��������Ƶ����| �����鶹�����߹ۿ�| ����˿���ٸ���Ƶ���߹ۿ�| ����һ�������������߹ۿ�| �պ�ŷ�������ۺϾþ�ӰԺ| ������������ŷ�����߹ۿ�| ÿ�ո������������Ƶ���߹ۿ�| ŷ���ձ�����һ���������� | ����Ůһ����������žž| ���˹�����Ʒһ��������Ƶ����| Ӱ���ȷ�˿��һ������| ������Ʒһ��������Ļ| ������Ʒ�þþ�����Ӱ��| ����Ʒ����͵��ר��| ����ɫ͵͵͵�ۺ�������| ������ýŷ���պ����˾�Ʒ��Ƭ| ������ŷ������ͼƬ���߹ۿ�| ���������������˳���ͼƬ | ����һ����������18P| 51���ַ���Ū������| ������Ʒ�����߹ۿ�| ����Ŀ������Ʒ��һ��| �ͳ������СɧѨ��Ƶ| dy888����Ʒһ����������| ��������ž��Ʒ��ҹ��վ����| ����һ������������Ů���| ��ҹŷ���ձ�һ����������| ��Ů������һ������������Ƶ | ������ѹۿ���Ʒһ�� | ����������Ļ�þþþ�| ������߹�������������Ƶ| ��ׯ�Ż���������˿��| ����va�þþ�������þ���Ů| ������Ƶ�������߹ۿ�| ��Ʒ������һ����������| ��Ҫ�ܲ����˿����ҵ���ͷ| ����av�ۺ�һ����ѿ�| һ��������������������ëƬ| ŷ����������ۺ���Ƶ| ��������Ƶ�������߹ۿ�| ��ģ��������˽������| ������Ů��Ƶ������ַ| �й�һ����ɫƬ�þþþ�| �����պ�ŷ����Ʒ����| ������Ʒ��ģavһ����������| ���߹ۿ�������Ļ�ձ���վ| ����ŷ���պ��ۺ���Ƶһ������| ����������ҹ��Ʒaһ����������| �칫˿��avһ����������| ŷ���պ�����������Ļ����| ��ɫavɫ�㽶һ����������| ��������av������Ѳ���| �����ۺ϶��㻨������| �������߾þþ�avˬ| ��������һ��������Ƶ����| ����av�ٸ��Ʒ������ۺ�| �������ڳ�����ĸ�����| 99�þ�99��Ƶֻ�о�Ʒ| ������Ƶһ������ɫ| ŷ����Ƭ��ȫ��ѹۿ�| �����ٸ��þ�������Ļ| ����Ʒxxxx�����| ������18����ַ����| �����Ƶ��ѹۿ�����| �����һ��һ����Ƶ��ѿ�| ������ѹۿ�һ������| ����������Ʒ�þþþ�| ��Ӳ ����������տ�������Ƶ | ���˸߳�Ƭ�����ɬ��| ����ŷ���պ��ۺ����߲���| ����һ�����������þþ�Ʒ| ������Ʒ����ž����| 91������Ѹ�����Դ| �þþ�Ʒ������Ƶһ����������| ���ҹ������뾫Ʒŷ��һ������| ����һ������������������| �ݲݸ�����Ƶ��ѹۿ�| ŷ����Ʒ����һ����������| ��Ħ���������߲���| ����һ������������Ļ| �������˾�Ʒ������AV| һ��һ��������Ʒ��������| ��Ʒŷ��һ�����������þþ�| ɫ�ۺ�ɫ�ۺ�ɫ�ۺ�ɫ�ۺ��� | ���㽶��Ƶ97��Ƶ����| ������Ƶ������߹ۿ�| ���˵�����һ������| ���ո�ҹҹ������ˬ| �պ���Ů����ԭ�����߹ۿ�| ŷ�������պ���Ʒ���� | �����������һ������| ŷ���ձ�����һ���������� | ŷ��һ������һ���պ�һ��| ������Ʒ����þþ�| �������Ļ��⼫��¶����Ƶ| ŷ��һ�����������պ����㻨 | ��Ů�����ۺ�һ������| �þþþù�����Ʒ������ѿ�| ����Ʒ�þþþþ�Ʒ����| ��Ʒ����һ����������| �ձ�һ������������������| �պ�����ŷ�����ĸ�������| �պ���ɫƬ�����߹ۿ� | �ɲ�СѨ������վ| �þþ�Ʒ����ֻ�о�Ʒ66| ����ɫ���û���������Ļ| ��˾����ҹ������ƵƬ| ��ҹ������Ļһ����������| ɫһ��һ��һ��һ����������| ������Ů��Ƶ���߲���| �츾������һ����������| ��Ʒһ������������������| ����һ��������Ƶ����| ��Ħ���������߲���| �պ�ŷ�������ֻ���Ƶ| 91��Ʒһ����������������� | ������������������| ������Ļ����һ������| ����������Ļ��������| �þ�99��Ʒ�þþþþø�Ů| �����ԭ������Ƶ��ѿ�| �þ���Ƶ����ֻ�о�Ʒ6| �ձ��츾��Ʒ��������Ʒ����| ëƬ����þþ�һ��������| ����ŷ��������Ľ��ַ| �þþ�Ʒ����һ����������| �����պ�ŷ��һ�����������ۺ�| 97������������Ļ | ����avһ�����������㽶ح| �þ������Ƶ���߲���| �պ�ŷ����Ʒ����һ������| ������Ʒ�����������߹ۿ�| ˿����Ƶ�ձ�������ҹ��Ƶ| ����һ�����������þþ�Ʒ| �������߲���������Ļ| �Ͳ�����������| ����Ʒ����͵��ר��| ��ŷ���պ�Ů����СB��| ��Ƶ�þ�����ֻ�о�Ʒ�о�Ʒ| �ձ����a��������Ļ����| �þ��ۺ�ŷ���պ�������| ŷ��һ����������ר��| ��ҹ��������������Ļ| ���˴�ǿ�麫��Ů��| ����ŷ���պ�����ר����Ʒ| �������߸���������Ļ| ������Ļ������Ƶ����| �þ���������Ʒɫ�������| �����������ҽ���������Ļ| ���99��Ʒ����������������| �����۲ݾ�Ʒ������av| ŷ���������߾�����Ƶ| ���������˾�Ʒ91�þþ�| ������ҹ����Ƭ���߹ۿ�| ŷ��������Ƶ���߿���| ��ɫ�ձ���Ƶ���߹ۿ�| ������AV������Դվ| ������Ʒ����һ��������վ| ����������߹ۿ���Ƶ| ������ҹ���帣����Ƶ| �պ��������߹ۿ���һҳ| һ�����������պ�����| 99�þþ�Ʒ����99�þ�6| ����ŷ��һ������������ѿ�| �ձ�������������v����| ����������ҹ������Ƶ| �ֻ���ˬ��Ƶ���߹ۿ����| 91��Ʒ����¶����| ������ҹ��Ʒ�þþþ�| ����Ƭ��Ƶһ����������| �ž���Ƶ��Ʒ�������| �ձ�ϵ��������Ļһ���������� | ������Ʒ����ƨ��һ��������| �þþ�Ʒ��������avҹɫ| �������Ŷ������Ƶ| ����һ������������������| ������Ʒvŷ����Ʒv�պ�| ����������ҹ����ƷӰԺ| ����һ������������Ů���| ������Ѿþþ�Ʒ99reѾ| �����˾�Ʒһ��������| 99���¹�����Ʒ��Ʒ��Ƶ| �����ջ�һ����������| ����������Ļһ������Ʒ���� | �Ʒ�˿��������Ļ�þþ�| �þþþþþ�����a��ѿ�| ������Ʒ����һ������������Ƭ| �ձ�һ������������Ļ������Ƶ | ŷ�������ۺϾ�Ʒһ������| ŷ����Ƶ��Ƭŷ����Ƶ��Ƭ| ������������������Ļ| �պ�������ѿ�����Ƶ| ��˿������Ů��ʦ������ˮ������| �þþò�����Ƶ����������Ļ| ������Ʒ������߹ۿ��Ϳ� | �����һ��һ����Ƶ��ѿ�| ������ŷ��������Ƶ| ������Ļ���߹ۿ�����| �պ�ŷ������������Ƶ���߹ۿ� | �����ҹ�պ�����av��| �պ���Ʒ����þþþþ�| �����ۺϼ���С˵��| ������ҹ�þþþþþþþ�| �պ��ۺ���Ƶһ������| ������ŷ������ͼƬ���߹ۿ�| ����ŷ��͵������A��ɫƨ��| ��ѧ��������Ƶ��ڰ�����| �ձ�һ��ͨһ����������| ����˹��Ů�����BBWBBB| �þ��ۺ�ŷ���պ�������| ɫ����ŷ�����߹ۿ���Ƶ����| ������Ļһ������������������ | ������Ļһ������������������| �Ͳ���ŮѨ��ˮ��Ƶ����| ŷ����������ۺ���Ƶ| ����������Ļ��������| ������Ļ�þþ�Ʒһ������| ��ҹ��Ʒ�þþþþþõ�һҳ| ��������Ů����һ��������������| ����һ������������Ѿ�Ʒ��Ƶ| ����va�þþ�������þ���Ů| ����������Ů��ˬ�����Ƶ| ŷ���պ���Ƶһ���������� | ���������Ļ��Ƶ����| һ���������߾�Ʒ������Ļ| ��Ʒ����һ��������������| �պ���Ů��Ƶ�����վ| ������ƷëƬ���ڵ�| ŷ���������������վ| 18�����ڵ���������������վ| 99�þþ�Ʒ����99�þ�6| �������þþ�av| ��Ů�ַ�ǰ���ַ�����| �ù�������Ʒ�þþü�Ʒ| ��Ʒһ������ ����| �����ۺ�������Ļ������Ʒ| ͵�Ĺ���һ����������| ������Ʒ����һ��������վ| ����һ������������Ʒ��ѹۿ�| ŷ�������ٸ���Ʒһ��| �������ۺ���С˵��������| ����ŷ��һ������������| ��˿��Ůһ����������| ����Ʒ����a���߹ۿ�| �ٸ������㽶����97| ��������������ѹۿ���Ƶ| ŷ��av����av�����ۺ�| �����������Ů��ʵ��Ѫ��Ƶ| �������������Ů��ƨ��| һ���þþ�Ʒһ������| �ղ�202������������| ŷ��һ��ŷ��һ��ŷ��һ��| �ձ�������������Ƶ| ������ҹҹ��Ů��b| �����ִ��ֳ��ִ�ŷ��| ��Ů�����ۺ�һ������| ������AV������Դվ| �պ����߹ۿ�������Ļ| �þ���������һ������| ��������ũ�帾ŮҰ��| �ձ��ۺϲ������߹ۿ�| �����ۺ�һ������������Ļ| ����һ������������������| �պ���ɫƬ���߹ۿ���| ����Ʒ��������һ����| ������Ů�������߹ۿ�av����| һ���������������Ƶ�Ļ�| ����������ѹۿ������| 337p��߶�žž������ҹ| ����AV��������һ����������| �������av������Ļ| ����av����һ����������| ���Ͳ���СѨ��Ƶ��վ| ����AV��������VR��Ʒvr| ��������Ů����һ��������������| ŷ���պ���Ʒ��Ƶ������߹ۿ�| ����˳����߹ۿ���Ƶ����| ������ҹ�������ר��| ������Ů��Ʒ�����Ƶ| ŷ��ֱ��һ����������| ����av�պ�av����͵��| һ����������������Ʒ���߿�| ���������ۺ�ŷ���պ�����| ����ɫ͵͵͵�ۺ�������| �ձ�������Ļ������߲�����Ƶ| ����Ҫ����������Ƶ���߹ۿ� | ŷ����Ʒ��Ѹ�����Ƶ| ������Ļ�պ��ۺ���Ƶ| �����������ۺ�С˵| ��Ʒ��ҹ����һ��������Ƶ| ������Ļ��Ʒ�þþ�����| �����ִ�������ˬ�ֻ���Ƶ��� | ����av��ѡ�þþ�| 99�ȹ��������ֻ���Ʒ99| ����Ůav��������Ů| ŷ�� ���� �պ� ����| ����ɫ�ۺ�һ����������| һ��һ����ҹ��Ʒ�þþþþ�| ŷ���������Ƶ���߹ۿ�| �������ڵ�����Ƶ��ѿ�| ��ݲ���Ƶ���߲���| ������Ѿþþ�Ʒ99reѾ| ����ŷ��һ������������ѿ� | �����۲ݾ�Ʒ������av| ������Ʒ�þ�����������ˬ| �պ��������AVһ����| �ձ�����Ƭ��ҹ��Ƶ���߹ۿ�| ������һ������������| ����������ҹ��Ʒaһ����������| �����������츾��96ֱ�� | �Ͳٱ���Ƶ������Ʒ| �þþþ�Ʒ99�þ��㽶����| ��Ʒ�����þþ�99| �þ��۲ݾþþþ�Ʒ����| �պ���ŷ��һ������| �պ�һ������������������| �պ�av������������˿��| �þ������Ƶ���߲���| �����ձ�һ����������| �����һ��һ�������Ƶ| �þþþ�Ʒ�պ���av����| ����������ҹ����ƷӰԺ| ��Ƶ��Ʒһ����������| �պ���Ʒ������Ļ����| ŷ����Ʒ����Ʒ�����Ƶ| �������ۺ���С˵��������| 91������Ѹ�����Դ| �þù�����ҹ��Ʒͣ/����| ������Ʒ�þ���������Ļ| 91����Ʒһ��������������| �ձ�av��ȫ���߹ۿ�| ŷ����Ʒžž��Ƶ�ۿ�| �þ����������ۺ�97ɫ| �ձ��ۺϲ������߹ۿ�| ����Ӱ��777�þ�| �������˰����˰�ˬ����av| �պ���Ƶ���һ������| ����������������H���������ˬ| ����ŷ���պ�ŷ���պ�| ��Ʒ��������a�����߹ۿ�| 91�þþþþù�����Ʒ��Ƶ| ��Ů��Ƶ���߹ۿ�����| ŷ���պ�����������Ʒ| ����ɫ���þþ�99��Ʒ| �պ�ŷ����Ʒһ�������� | ŷ�������츾���Ҹ�����Ƶ| ����97�㽶�������߹ۿ�| ��Ů������Ʒ��Ƶ���| ������Ƶ1��2��3��| һ��ëƬȫ��������ѿ�| ŷ��ɫŷ����������þö���| �������װ�һ��������Ƶ���Ӿ� | �ݺ������ۺ�������Ƶ����| ����ŷ����Ʒ������Ļһ��| �����ձ�����ŷ��һ����������| һ�����������ձ�������Ƶ| 91�鶹��ҹ�������߲���| 91��Ʒ������Ƶһ��| ��������������߹ۿ���Ƶ| 99�ȹ�����Ʒ�þþ�| ��ʿ����av����ר����| ��Ʒ��������һ�þþþ�| ����99��Ʒ��ѹۿ�| �պ�������Ļ��Դ��Ƶ| ŷ����Ұ���鳱�����߹ۿ�| 91����Ʒһ�������������� | ���������������������ɫ| �ձ�����Ƭһ����������| ������ŷ������ͼƬ���߹ۿ�| 99�þþ�Ʒ�þþþþþ�| �����˾�Ʒһ��������| ���������ˬҹҹ��ҹҹˬ| �����˾�Ʒһ��������| ���պ�������Ƶ��ѹۿ�| ������Ļ����һ������| ������ҹ��Ʒ�þþþ�| 91�鶹����һ����������| �þþþ�����߽�����| �պ�һ����������������Ӱ | �þ��۲ݾþþþ�Ʒ����| ������Ʒ��վ���߲���| ����һ���������߿�Ƭ| ��Ʒ�����ٸ�һ���������� | ���������г�������Ļ| ������Ʒ�������߹ۿ�| ��ҹ������Ļһ����������| ��Ʒ�����ۺ����þþþþ�������| ��Ƶ����һ����������| �þ���ҹ��Ʒ����һ����������| �þþžž�Ʒ99������Ʒ| �þ���Ƶ����ֻ�о�Ʒ6| ���岻��һ������������| �þþ�Ʒһ��������������| ������Ʒ������ַ����| ������������ŷ�����߹ۿ�| ��Ʒ99�þþþþ�����| ����ŷ���պ�����ŷ��| ��ҹ����������Ʒ�þ�| ��һ��Ʒ�����ۺϾþþ�| ����ŷ������һ������| �������NjH��һ��ëƬ��Ƶ| ����ŷ������������߹ۿ�| ��������ո�ҹҹ��| Ӱ���ȷ�˿��һ������| �����ִ��ֻ���ɫ����Ƶ| �鶹��Ʒһ������av��˿����| �������Ŷ������Ƶ| �ֻ���ˬ��Ƶ���߹ۿ����| ŷ����Ʒ�����պ��ۺ�����| ��ҹ��Ůˬˬˬˬˬˬˬ| �㽶tv����ר�����߹ۿ�| �ÿ���av������Ļ���߹ۿ�| 99�þþ�Ʒ�����������Ȱ�| ������Ůһ����������| ��������av��Ƭ����| ����Ŀ������Ʒ��һ��| �ٸ� �պ� ���� ŷ��| һ����������������ѹۿ�| ������Ƶ���߹ۿ����| ��ҹ������Ƶ���߹ۿ����ù���| ����av�ٸ��Ʒ������ۺ�| 99�þ�һ����������| ������Ʒ����ƨ��һ��������| ��ŷ����Ů��Ƶ��վ����| �����Ʒ�����һ����������| ����ŷ���պ��ۺ���Ƶһ������| ��ݾ�Ʒ���߹ۿ���Ƶ| av��Ƭ���߹ۿ�����| �ձ�������Ƶ����3��| ����ŷ������������߹ۿ�| ������Ƶ1��2��3��| 99�þ�������Ļһ����| ���bbwbbw�߳�| �������պ����߹ۿ�����| ��Ʒ99�þþþþ�����| ����ŷ������������߹ۿ�| ��һ��ŷ���պ����»�Ƭ| ���������˾þ��ۺ���eew| �ձ�AV���벻��һ����������| ��������Ʒһ���������| �պ�������Ļŷ��һ������| �����˾�Ʒһ��������| ���˾þ���Ů����av| ����Ƶ��վ������ѿ�| ����AV�����������뾫Ʒ| ����av������Ѳ���| AVδ��ʮ�˽����߹ۿ���| ����Ʒ�þþþ���ҹ��������| ŷ�����츾ë���������� | ��װ˿������˿����������| ŷ�� �պ� ���� ���� ��Ʒ| ��ҹ��Ů�����Ƶ�ۿ�| ����7��9��13��������Ļ| �����ۺ��������ۺ��������ۺ�| ŷ���պ���������һ��| ������Ļ�������߿������ҳ| ����һ�����������߹ۿ�| �պ�ŷ����Ʒ������Ļһ��| ������Ʒ�þþþ�ƷëƬ| ŷ�����츾ë����������| �պ���Ʒ��Ůһ������| 91��Ʒ���˹������ߵ�һҳ| �����õ�������456com| �ձ�������Ů���ٱ���Ƶ| ����av���ڵ�����ԭ��| ������ѹۿ�����һ������| �ձ�����һ�������������߲��� | ��Ʒ�����þþ�99| ������Ļһ����������Ʒר��| ������AV�ֻ����߹ۿ�| ����һ�����������þþþþ�| ���߾�Ʒ�պ�һ��������| �þ�����av��ҹ������Ʒ| ������������δɾ����| �ձ�������Ƶһ��2��| ��������������Ļ����| ������ҹ��Ʒ�þþþ�| ������Ļ�þþ�Ʒһ������| ����һ����������av����| �ۺ�ɫ����Ů������Ļ��| ŷ��avһ����������| ������Ƭһ����������| ����av�ٸ��Ʒ������ۺ�| �žžžþþ���Ѿ�ƷƬ| ��Ʒ������һ������������| �þþþþþþþþþþþþò��� | Ů�����ٵ���Ҫ��Ҫ��Ƶ| 99��Ƶ�ձ���һ����| ŷ����Ůһ����������| ��������һ����������| ��ҹ��Ƶ���뼤��������ͨ�����| ������ҹ����av���| �պ�ŷ���þþ�һ����������| ������Ů��Ƶ���߲���| һ��һ��������Ʒ��������| ����ŷ���պ�����ר����Ʒ| ��������Ʒ��Ů�þ�| ������Ʒ����һ��ŷ��һ��| ����ŷ���պ�����ŷ��| Ů����������������Ƶ| ŷ����Ұ���鳱�����߹ۿ�| �ͳ������СɧѨ��Ƶ | �����кöྫƷ�þ�| ������Ƭ��ҹ������߹ۿ�| ����av����һ����������| ������Ļ��������˿����һ������| �ؿڵ���һ����������| ������Ů����һ�����������Ա�| �鶹��Ʒ��ý���˾�Ʒ| ŷ�����������ҹҹ��| �պ�������Ƶ���߹ۿ�| �칫˿��avһ����������| ����Ů����һ���������߹ۿ�| Ůͬ�þ�����69��Ʒ| һ������ŷ���պ�����| һ����������������ѹۿ�| ŷ���պ�������Ʒ������Ļ| ��Ҫ�ܲ����˿����ҵ���ͷ| �պ���Ů��ɫ������Ƶ| ��������������������Ļ| ŷ�������ϸ���ë��ڌ�| �Ͳ�ɧ��MV����| ����Ů�����ջ�һ������ | �ձ�����������Ļһ����������| �ձ���ʮ·�츾��Ӱ| ��Ʒ����96�þþ��д���| ������Ʒ�����ۺ�һ����������| 97��Ʒ�þþþþþþ�| ��Ħ���������߲���| ŷ��һ����������������ѿ�| 99��Ƶ����99��Ƶ���߹ۿ�| ������Ʒ�þþþþþþþ�����| �����������Ū��ɳ����| ��������A��Ƭ���߹ۿ�| ������Ļһ������������| ����һ����������av| 99�þþ�Ʒ��ѿ�����| ��Ůһ��һ�������Ƶ�þ���| һ���������߹ۿ���ҹ| �������龫Ʒ���߲���| �þþ�Ʒ������Ů��ɫ| ����Ʒ��˾����ӰԺ| ��������ո�ҹҹ��| ������һ������������Ƶ���߹ۿ� | �ձ�һ��������Ƶ����| ������Ůavһ����������| �þ��ۺ�ŷ���պ�������| �þþžŹ�����Ʒ����Ժ| ����һ�������ٸ�ϵ��| ��Ů����վɫ��Ƭ��ѿ�| �պ���������Ƶ��վ| ��������99Ʒ��99| �������ö���ݺݸ�| �þþþþþþþþü�Ʒ| ͵����Ů������ŷ���պ�һ������| ��������þþþþþþþþá�| �����鶹�����߹ۿ�| �þþþþþþ�����| ����Ʒ������߿�| һ���������������ձ���Ƶ| ��Ʒ����av����ˮ���߹ۿ�| �й��츾bbwsex| ��������͵����Ƶһ������| �þ���Ѿ�Ʒ������Ƶ| ��Ƶ���߹ۿ�һ����������| ��Ů�����ۺ�һ������| av����һ����������| һ���������߾�Ʒ������Ļ| w������˾������3��Ӱ| �þþò�����Ƶ����������Ļ| �Ͳ���ŮѨ��ˮ��Ƶ����| ���������츾һ����������| ��Ʒ��������a�����߹ۿ�| 99re8��Ʒ��Ƶ���߲���| ˿����Ƶ�ձ�������ҹ��Ƶ| �ձ������츾���߹ۿ�| �����ձ�������Ƶһ����������| ����Ʒ��ҹ�þþ�| ��������Ʒ�����þþ�Ʒ | �ٸ�����AV����ר�����߹ۿ�| ��Ʒһ���������ļ�����Ƶ| ����һ�������������߿�Ƭ| �����꾫��Ʒavһ������| �þþþþþô��㽶| ���߹ۿ���Ƶ�㶮��| ������Ļ����˿����һ������| ���������Ƶ���߹ۿ�| ����ŷ�����ྫƷһ���������� | ŷ��һ�����������պ����㻨| �պ�˿��a��Ƶ���߹ۿ�| �ձ�һ��������Ƶ����| ŷ���Ǻ��������߹ۿ�| �����������Ļ���߹ۿ�| avһ������������| ����av���ڵ�����ԭ��| �ձ�������Ļһ������������| ��������av������Ѳ���| ɫ����ɫ��������һ������| ŷ���ձ��������߲�����Ƶ| ������ҹ����һ������| �����Ҿ�Ʒһ����������| �����������������Ƶ| �����ֻ������ִֵ���Ƶ| ɫ��A������AV���߲���| �պ���Ʒ��Ƶ���߹ۿ�һ��| ��Ʒ��������һ������| �þþþ�����AV��������| ����ŷ��һ�������þþþþþ�| ��ɫavһ��������������| ���������������˳���ͼƬ| �պ�һ�����߲�����ѹۿ�| ������Ʒ��Ƶ��������| һ����Ʒ������߹ۿ�| ��ѿ�С12��������Ƶ����| �й�99�þþ�Ʒ��Ƶ| �þ��ۺϾþ��ۺ�����| ������Ƶ��վ��ѹۿ�| �ձ�������Ļ��������| ���ٸ��������߲�����Ƶ| ������Ļһ����������Ƶ| �����ֻ����߹ۿ���Ƶ| ������Ů��Ʒ�����Ƶ| ��Ʒ�þþþþþþþþ�a��| �������������һ��ëƬ| ����һ������������������| ����AV��������VR��Ʒvr| �þþþþ�av��վ| ŷ������Ʒһ������������| ŷ��������Ϸ�պ�һ����������| һ��ɫ���þ��ۺ������˳�| �պ�avһ������������| �ݲ�ӰԺ��Ʒһ����������| �þ�����ˬ����Ƭav�˳� | ����Ʒһ���þþ�| ʮ�˽������ڵ����߹ۿ�| ��������Ƶ���߲���| �������߾�Ʒһ����������| �þþò�����Ƶ����������Ļ| ŷ���Ʒ�˿��������������| һ�������������߹���Ƶ| ��Ʒ������һ����������| ͵����Ů������ŷ���պ�һ������| �þþþþþ�����a��ѿ�| ŷ���պ����߾�Ʒһ���������� | ŷ����ҹ�������߹ۿ�| ��ɫ����һ����������| av������һ������һ���� | �����ִ�������ˬ�ֻ���Ƶ��� | ����������������Ƶ����| ��ҹ���߹ۿ������鶹| ������Ļ������Ƶһ����������| ȵ̤֦������˭������������| �ձ�����һ���������߹ۿ���Ƶ | ��������һ����������| ҹ³ҹ³��³������Ƶ��Ƶ| ������Ʒ�þþþò���| �պ�ŷ����Ʒ����һ������| �ձ�������Ļ��Ƶ���߿�| ��һ����ѲٱƵ�����Ƶ�ܿ��ü�| ������AV������Դվ| �ձ�a��һ���������߹ۿ�| ��Ūchinese��������| ŷ�������Ծþþþþ�| ��������������뾫Ʒ��9| �þþþó����ȹ�����Ʒ����| �鶹��Ʒ����91�þþþþ�| һ�����������ձ�������Ƶ| �鶹�þ����ù����ۺ�����| һ��ëƬȫ��������ѿ�| 99��Ʒŷ��91�þþþþ�| ŷ��һ���պ����߹ۿ�| ��ҹ��Ʒ�þþþþþõ�һҳ| ����ţţavӰ��һ������| 97�㽶�����������þ�| ����������ѹۿ������| �þ�һ��������Ʒҹҹ��| �ձ�Ů��a��һ�������þþ�| ����һ������վ91| ����Ʒ�����������߹ۿ�| ����Ů��һ����������| ������һ������������Ƶ���߹ۿ�| ��į�����ٸ��ſ��ȸ߳�| �þþþ����˾þ�����| ����va����vaŷ��va���| �þ���������Ʒɫ������� | �պ������츾һ����������| ���˵�����avһ����| ����ŷ��һ����������һ��Ƭ| ŷ������һ����������Ƶ| ŷ���պ�������Ƶ��ҳ| ����һ������������Ļ| 91��Ʒ��������þþ�a| �þþ�Ʒ������Ƶһ���������� | ���˹�����Ʒ�ݲ�ӰԺ| 99�þ����ù����ۺ�����| ����Ʒ��һ�����˳�AV| ��į�����ٸ��ſ��ȸ߳�| ���������ۺ�ŷ���պ�����| ���˹�����Ʒһ��������վ���| ��������91��Ʒ��ҹ����| ŷ���պ���Ƶ�������| �ձ���ɫ���ձ���ɫ��| ���ھ�Ʒ���˾þþþ�ӰԺ| ���˴���Ͳٰ�������ٱ�| �þú�Ƭ��������Ʒ| ��Ʒ�þþžžžž�����| ����������Ʒһ��������| �������Ļ��⼫��¶����Ƶ | ����������һ��ŷ������| ɫ����վ�þþþþþþ�| ŷ�������ۺϾ�Ʒһ������| �ÿ��Ļ�ɫ������Ƶ| ������99��Ʒ���Բ�| �ձ�������Ļһ������������ | ������ѻ�Ƭ�պ�ŷ��| �պ�ŷ��������Ļ����һ����| �þþ�Ʒ��ѹۿ���������| һ������������������| �ý���ˬ�����ٿ��av����| ŷ���츾���Ծþþþ�| ����ŷ������������߹ۿ�| �������߹ۿ�������Ʒ| һ����������������ҹ| İ������ʪ���ҵ�Сɧ��| �þ�����av��ҹ������Ʒ| ��ҹ�þþþþþþþ�һ������| ����AV����ר������AV| ���츾�ձ����߹ۿ�| 99�þþ�Ʒ��Ů�߳�| �þþþþþþ��ٸ��߳���ˮ| ������Ļ�պ���Ʒŷ����Ʒ�պ�| �����Ƶ���߹ۿ���ַ| av����һ����������| ����ŷ��������Ƶ����һ��| �����꾫��Ʒavһ������| �պ�ŷ��������Ļ���߲���һ�� | ����ŷ�������պ�ר��| �����Ů���������Ƶ| ����һ����Ƶ���߹ۿ�| ������Ƶһ������ɫ| ��Ʒ��������һ����������| ��ҹ������Ļһ����������| ��������av����һ����������| ŷ���պ���������һ��| ŷ���������������վ| ��Ů������Ƶһ������| �þþžž�Ʒ99������Ʒ| ������Ʒ������Ů���߹ۿ�| ��������ҹ��Ʒ��Ƶ| ŷ������������������Ļ| ����av�պ���Ʒ�þù���| ��������߹ۿ���Ƶ���߹ۿ� | �������պ���ҳ������Ļ����| ����ŷ��һ����������ɫ��| ����AV�����������뾫Ʒ| ŷ���պ�������Ѹ���| �����Ƶ���˵�����������СѨ| ʮ�˽������ڵ����߹ۿ�| �ݲ�ӰԺ��Ʒһ����������| ��ʮ·��Ůһ������| �ձ�ŷ����Ʒ������Ƶ| �þú�Ƭ��������Ʒ| ŷ�������һŷ����ƷͼƬһ| ����������Ļһ������Ʒ����| �þþ�91���뾫Ʒ��hd| �պ�������Ļһ����������| ŷ����Ʒһ���������߹ۿ� | ��Ƶ���߹ۿ�һ����������| ��������һ������һ������ | �þ��ۺϾþ��ۺ�����| �ý���ˬ�����ٿ��av����| ������ŷ�������| �ձ�����һ������������Ƶ���߹ۿ�| ���ź�����������Ű���������Ƶ| �ձ�ʮ�˽���վ���߹ۿ�| ����ŷ����Ʒһ��������������| ����Ʒ��Ƶ�������߹ۿ�| ��Ʒ�þþþ�������Ļ���ձ�| һ����ɫ��Ƶ��Ů�˵ı�| �����Ʒ�����һ����������| 88������Ʒ��Ƶһ����������| 91��Ʒһ�����������������| ŷ������һ��������| ������Ʒ����ˮһ����������| ŷ����������������Ļ| ŷ��������Ƶ���߹ۿ� | 99�þ�Ʒ��Ƶ���߹ۿ�| ��ѿ�С12��������Ƶ����| ����Ů��һ����������| �þ������ٸ��۲�av��������| ��������ŷ�������պ�| �ձ���ŷ��һ������aaaa| japanese�츾��| ����������Ʒһ��������| �Ͳ��ȥ��Ƶһ���������� | �����ۺ�һ������ͼƬ| ˿��������Ƶ�պ��Ʒ��ջ�| ����Ʒ����þþþþþ���| �����Բ�͵�ĸ�����Ʒ| �����˳ɸ������߲���| ����av������������| ��������Ʒһ���������| ����Ʒ�þþþþ�Ʒ����| һ����������������ѹۿ�| ������Ļ�г��պ�����ɫ | ������Ʒ����ƨ��һ��������| ���˶������ۺϾþþþ�| 91�þþ�Ʒ��������av��| ���ξþþ�Ʒ�þþþþþ�| ��ѡ����av��ѡһ������| ���� һ�� ���� ���� ����| ������ŷ��һ����������| ������ҹ���帣����Ƶ| ����ҹҹ���㽶�þ�97��Ƶ| ��һ��Ʒ������ɫ�߸�Ь| ��Ů���������һ����������| ��ɫ¼��Ƭɫ��ͷ��̫| һ�������������߹���Ƶ| ����Ʒ����ӰԺ����| 99�Ⱦ���������ֻ�о�Ʒ| ��Ʒ͵�ĸ���һ������| �ž���Ƶ��Ʒ�������| ����ŷ�������ۺϾ�Ʒ| �պ���ɫƬ���߹ۿ���| ����ŷ���պ�����ר��| ����ŷ��һ����������Ƭ | �Ͳ�СɧѨ���߹ۿ��������� | 91��Ʒž���߹ۿ������ձ�| �ձ�������Ʒ��һҳ�þ�| �����������츾��96ֱ�� | �պ�����������Ļ��Ƶһ��| ��������һ����������ˬˬˬ| 91�þþþþù�����Ʒ��Ƶ | �պ�av��Ӱһ����������| ��������������ѹۿ���Ƶ| ������ҹ����Ʒ��| �����Ƶ�þþþ�������Ļ| ����˿���Ʒ��ջ���Ů������Ƶ | ������Ļ�պ��ۺ���Ƶ| �ձ�������Ů������| �ձ�������Ƶ����һ������| ����Ʒ��һ�����˳�AV| ������Ļ�պ���Ʒŷ����Ʒ�պ�| ŷ���չ�������С��Ƶ| 99��Ʒ�պ�ŷ�����߹ۿ�| ����av���벻�����߲���| �Ը����︣������һ��| ��Ů�ַ�ǰ���ַ�����| ������ɫavһ����������| �ٲٲ������ҹҹ��| ���˹���һ�����������㽶| ŷ����������һ����������| ����һ�����������պ���Ʒ| ŷ����������������Ļһ��| 99��Ƶ��Ѿ�Ʒ��Ƶ���߹ۿ�| ����ҹҹ���㽶�þ�97��Ƶ| ŷ�������ۺϾ�Ʒһ������| ����һ����Ƭһ����������| ����ŷ�������պ�����| ŷ���������߾�����Ƶ| ����ŷ��һ�������þþþþþ�| ŷ�� �պ� ���� ���� ��Ʒ| ŷ���պ���Ƶ����һ��| ��ʿ����av����ר����| �����������Ū��ɳ����| �ݲ�ӰԺ��Ʒһ���������� | �պ�������Ƶ���߹ۿ�| ŷ�������ϸ���ë��ڌ�| ŷ������һ������������ţţ| �������������߹ۿ�| ��Ʒ����a������һ������| �ձ����¶�������������| ������Ѿþþþþþþ�| ������Ļ�����þþþþ�| ��ҹŷ����Ʒ��ѹۿ�| ������Ƶ��վ��ѹۿ�| �㽶��������һ����������| ������AV�ֻ����߹ۿ�| ��һ��������������Ʒ| �������߾�Ʒһ������������| ����������Ļ����һ��| ��Ů���������һ����������| ������Ļ����˿����һ������| �������ù�����Ʒ��| ɫ�������˵�����av| ����ŷ���պ�һ��������������| ����av����ר������av��ͬ| ŷ�����������һ����| �þ�99����6��Ʒ�þþ�| ������ҹ���븣�����߿���վ| �պ���Ƶ���������Ļ| ŷ���պ���������һ��| ����һ����Ƭһ����������| �������ش���Ħ�ձ�| ��Ƭ������ѹۿ�������Ʒ| ŷ��������Ϸ�պ�һ����������| 91����Ʒ��������| ����Ʒ911�������߹ۿ�| ��Ů�����ۺ�һ������| �þþþþþþþ�Ʒ��Ƶ| �������þþ��ۺϼ���| ŷ��������С˵���žž�| ������av����һ������| ������Ů��Ƶ���߲���| ��ҹ�����������С��Ƶ| ������Ʒ��Ů18��| �þþþ��鶹��Ʒ����| ���߹ۿ�����һ����������| ŷ����������һ����������| �պ�������Ů����һ���������� | ��Ů����һ����������| ����������Ƶһ������| �����ۺ����߹ۿ�һ����������h| ��Ʒ���ձ�av���߹ۿ�| ŷ������һ������������| ��������ղ�ҹҹ�ٺݺݲ�| �����������߹ۿ�һ����������| ����Ʒ�������ھþ�| ��������һ����������| ������Ļ1��2�����߹ۿ�| �����˳�ŷ���ֻ����߹ۿ�| ��ڼ��ͳԱ��˿��òٲ�| ��������������Ļһ������a | ����������Ļ�þþþ�| 91�鶹����һ����������| ɫ����ɫ��������һ������| ���϶�ˮ�츾��Ƶ����| һ�������������߹ۿ�| ��Ʒ����һ����������| ŷ���պ�žžž����Ƶ| �������������Ƶ���߹ۿ�| �þþþþþþ�9191| �����Ʒ�����һ����������| �������ڳ�����ĸ�����| �����ٸ������ҽ����Կ�| ����һ������������Ƭ���߲���| ����ŷ������������߹ۿ�| ������Ʒ��������һ��| ��ѹۿ��þþ�Ʒ�ձ���Ƶ| ���˱��������δ�����Ů| һ����������������������| �ձ�������Ƶһ������| �þþ�����ŷ���ձ�av| ŷ�������ۺϾ�Ʒһ������| ��ɫ������Ů�˱�����Ƭ| ���˵�����һ������| ����������Ļ��Ů�츾| �պ���ҹ������������| ����Ů�������������ͳ����Ƶ| ������Ʒŷ��һ�������������� | 97ɫ����ҹ��������Ʒ| �������ľþþþþù���| ��������Ʒ�þþ�97��| ������Ƶ��վ��ѹۿ�| ����Ů�����ջ�һ������| С��Ƶ���߹ۿ�����91| 2020��Ʒ������Ʒ���ް�����| ����a��Ƭ���߿�Ƭ97| 18������������ѹۿ���վ| ����ŷ�������ۺ�����| ����һ����Ƭһ����������| �鶹��Ʒ��Ƶ��ѹۿ�| �þ��ۺϾ�Ʒ������| �ձ�a��һ���������߹ۿ�| ŷ�������ھ�Ʒ�þþþ����| ������Ƶ1��2��3��| ��������һ����������| ����һ����������av| ����ҹҹ�ۺϾ�Ʒ����| �����ִ�������ɫ�ֳ�| ����Ʒxxxx�����| ���˾�Ʒ�ۺ���������| �ձ��ٸ�����Ƶ�þþ�| �ۺϾ�Ʒ�þþþþ�97| �ձ�����һ������������Ƶ���߹ۿ�| �պ���Ʒ������Ļ����| �þ�����Ʒ����av| ��װ˿������˿����������| 99�þ�������Ļһ����| �������鴲Ϸһ��������| ������ƷëëƬ��Ƶ| ������ŷ����Ʒһ������| ŷ���������߾�����Ƶ| ŷ����ҹ�������߹ۿ�| ŷ������һ������һ��| ������Ʒ����һ���������| �þ��ۺϾ�ɫ�ۺϾþþþ�Ʒ�ۺ�| ������Ƶ���Ź����| ��������������ľ�Ʒ| ����avɫ�ۺϾþ�����| ����Ʒ����ӰԺ����| ���������˾þó���52| 99�ȹ��������ֻ���Ʒ99| �պ���������ŷ��ר��| �������� һ����������| ������Ʒ���۾�Ʒ��av| �պ�ɧ������ŷ����Ʒ| ������Ʒ�Ƽ����߲���| ɫ����ɫ�����������¶���| �������պ���Ʒһ������| ������Ƶ��վ���߹ۿ�| ŷ��һ����������yonu| ���˻�ɫ¼��������ѹۿ�| �ٸ������㽶����97| ����̨��������������Ƶ| һ��һ����ҹ��Ʒ�þþþþ�| ������Ů�ٱ�A���Ƭ| �պ��˳�������ҹ����| ɫ����ŷ�����߹ۿ���Ƶ����| �þþþ����˾þ�����| ��Ū�����ٸ�һ������| ŷ�������պ���Ʒ����| �츾��hqmaturetub| ��Ʒһ���������ļ�����Ƶ| ����������������Ƶ����| �þ��ۺϾþ��ۺ�����| �ղ�������Ʒ������| 91��Ʒ��������þþ�a| ��ҹ���߹ۿ������鶹| �����ٸ�A��ëƬ��Ƶ��� | ����91��Ʒһ���鶹����| ���ݵ���������Ƭ��ѹۿ�| ŷ����Ƶɫ����͵������| ���պ�av������ѹۿ�| ����ŷ����Ʒһ������������| ����Խ��Խ��Խ��ԽӲ| ��˾������ǿ������������| ŷ���պ���Ʒһ��������������| �պ���������Ƶ��վ| �պ���Ʒ�þþ�������Ļ����| ɫ����ݺ�һ��������������| ɫ�ۺϾþü���������| ���Ĵ��Ͳ��ձ���С�۱�| 97��Ʒ��Ƶ������ѿ�| �ձ�һ��������Ƶ����| �����һ��һ����Ƶ��ѿ�| ��Ʒ��Ƶ�þþþþþ�97| ����Ƶ��վ������ѿ�| 18�����ڵ���������������վ| ����ŷ���պ��ۺϾ�Ʒһ| �ֻ���ˬ��Ƶ���߹ۿ����| ������Ʒ���˾þô�Ƭ| ��ҹ�����������С��Ƶ| ���˹�����Ʒ�ݲ�ӰԺ| ����a��ëƬһ��ëƬ| �ձ�������Ļ������߲�����Ƶ | ���ھ�Ʒ��ģAV˽�����߹ۿ�| ��Ʒ99�þ�һ����������| ������������������Ļ| ������Ļ��Ʒһ�����߹ۿ�| ����һ������������Ʒ��ѹۿ�| �����ۺ�һ������������Ļ| һ��������������Ƭ���߹ۿ�| avһ���������߹ۿ���Ѳ���| ��������������Ļһ��| ŷ����������һ����������| �����ҹҹ�ٺݺݰ�| ��Ʒ����һ����������av�鶹| ˿��������Ƶ�պ��Ʒ��ջ� | ����ŷ��������ַһ������| ŷ�����������ҹҹ��| �þþþ��鶹��Ʒ����| �þþþþþþ���ҹ����| ����ŷ���պ��ۺ���Ƶһ������| �����Ʒ�����һ����������| ŷ���պ�ɫ�ۺ���Ƶ| ���bbwbbw�߳�| 97�㽶�����������þ�| �ձ�һ����Ʒ���߹ۿ�| �պ���Ʒ������Ļŷ����ͼ| ��������ŷ���պ���Ʒ����| ������Ʒ�þþþþ����� | ����������Ļ����AV��Ƭ| 99�þþ�Ʒ����99�þ�6| �þ������ٸ��۲�av��������| �þþ�Ʒ������ɧ����| ��Ʒһ����������������Ƶ | 99�þþ�Ʒ�����������Ȱ�| �պ�һ����������av����| ��Ʒ�����þõ�Ӱ��| ��ŷ���պ�Ů����СB��| ŷ����Ū�ٸ�����Ƶ���߲���| ����Ʒ��Ƶ�������߹ۿ�| ���ھ�Ʒ������Ƶ��վ| ŷ���պ���ҹ������Ƶ��ѿ� | �Ʒ�˿��������Ļ�þþ�| ����������������������ˬ| ��ɫ�ձ���Ƶ���߹ۿ�| ����ŷ���������߹ۿ�| ��ŷ���պ�Ů����СB��|